


Under the Red Top
making the best of life & wood




















Clock No. 1

I have been fantasizing about clocks a lot lately. They are fun to dream of while working on heavier things. I keep a list of the ones I’d like to build some day that continually shuffle in their mental order of construction, mostly early American classics. Of course, the desire to make a clock completely of my own design is there too, and recently I decided to convert some doodles into a drawn plan. I was looking to make a shelf clock that could serve as a housewarming gift for good friends of ours, and what I was trying to create was a timepiece that could be used in any room. This small clock required a simple case design and one that, although made of wood, would not look “old-fashioned”. It should also be a case that is easily constructed in the event I ever choose to duplicate for sale. Mission and Shaker styles both satisfy these criteria and I was hoping I might create something original that could fit within these canons. I call this design Clock No. 1.
Design
I favor elemental shapes in my wooden objects, things like right angles and arcs. These are disciplined features that, in concert with the material’s “untrained” texture, can achieve a satisfying harmony. Seductively curved mouldings and scrollwork have their place, but they too often compete with the natural character of wood. Circles, with some rectangular joinery will be the theme of this clock. Semicircles will define the bottom edges of the case and thereby create the feet. A box joint will form the connection between the top and sides, and I will do my best to hide the other seams so as not to distract. The clock’s back would be accessed via a door (hinged or sliding, TBD). And in place of numerals I could use dowel pegs made from the same wood as the case; the dark end grain should provide a pleasing contrast.

Clock No. 1 rough sketch
Materials
When building a clock the first decision to be made concerns the movement: mechanical or quartz? To wind or not to wind, that is the question, for clock case dimensions are affected by a mechanical movement’s bulk and pendulum swing. All else being equal, I prefer mechanicals for the life that these clocks bring to a home. But the current Project is for a vacation home and that changes things. I know from experience the sorry scene of opening the door to your retreat and being met by a “dead” clock on the mantle. Admittedly, it is an easy task for the clockwinder to resuscitate and then march the live timepiece through the gong sequence until it, once again, reaches its own meridian. However, this task begins to feel Sisyphean and grows old over time … quartz it is. Battery-operated quartz clock movements are easy to find and I picked one up at a new source for me, the Norkro Clock Co.
I can imagine that this clock would look nice in a variety of woods but, given that it is a lightweight clock with thin walls, I decided to use quarter sawn lumber to reduce the propensity for warp. That decision pretty much limits the choice to those woods commonly milled in this orientation, namely: oak, ash or cherry. I chose cherry.

Clock materials
Dimensioning
To begin, the 3/4 in. thick cherry board would need to be sliced into two thinner boards of 1/4 inch depth. This was accomplished by re-sawing in half at the bandsaw and then reducing these boards further (while flattening) to the exact dimension on a thickness planer. Next, the mill marks were removed using a card scraper and the grain patterns inspected carefully in order to assign stock-to-parts as artfully as possible (i.e., which portions of wood to use for the front, sides, top, bottom and back). Once labelled with tape, including interior vs exterior, the parts were trimmed to their proper widths at the table saw. During this operation both edges of the front and one edge of each side were cut at a 45 degree angle. During assembly these would all come together in mitered joints which, if executed properly, would leave an invisible seam.
After cross-cutting the front and sides to [proper height + 1/2 inch] it was time to cut the semicircular bottom edges. There are 3 common ways to cut circles using power tools and these involve either the router, drill press or band saw. I needed to make semi-circles of two different radii on small boards and for these reasons cutting at the band saw was chosen as the proper method. Way back during construction of the Stationery Chest I made a circle-cutting jig for my small bandsaw that has served me well ever since. Onto this jig, the boards were mounted individually at the circle centers with a bolt inserted at the exact height of the finished front or side piece (this is where the extra 1/2 inch comes in), the jig was slid into place on the band saw table and the board was then rotated in one smooth operation to slice out a perfect semicircle. Slick.

Cutting out the front board in a “clockwise” spin
Once the semicircles were cut, and the bottom 1/2 inch trimmed away, the next step was to fashion the box joint along the top and side pieces. I decided to use the table saw for this operation and this required that I first construct a new jig for the task. The “fingers” of this joint are small rectangles, 3/8 in. wide x 1/4 in. tall, which become the critical dimensions defining the new jig made along the lines of a larger version that I have described previously. This jig, used with a dado stack on the table saw, worked well to reproducibly cut the cavities at fixed distances along the joint edge. Taped together, both side parts were cut at the same time to ensure perfect alignment.

Cutting the box joint fingers
After the sides were complete, the fingers for one half of the top were cut-out. The sides and front were then dry fit and the top was dropped into place to mark its exact width, prior to sizing and then cutting the other half of the box joint. Next, the front edge of the top was trimmed back by the width of the front board so that everything would fit together properly. This happened to also be the width dimension for the interior shelf and so that was cut to size using the same fence setting at the table saw. The shelf, or bottom, is a structural element and would be supported by a shallow groove, easily cut into the side boards at the table saw using the cross-cut sled. The last part to fashion was the door which was cut from the remaining stock to fit the cavity of the dry-fit case. Since the door would have no structural support, I chose to rip the board in half and then glue it back together along the centerline. This corrected a slight bow and should help to ward-off future warp.

Clock case parts
The final operation prior to assembly was to make the clock face. Holes drilled in a 4 inch circle surrounding a central opening would form the dial. These holes would then be filled with shop-made cherry dowels to take the place of numerals. Rather than draw on the face board, I first made a template of the dial on hdf material and then used this to guide a hand drill to make the production cuts. The dowels were fashioned with a dowel plate and hammer using cherry scraps.
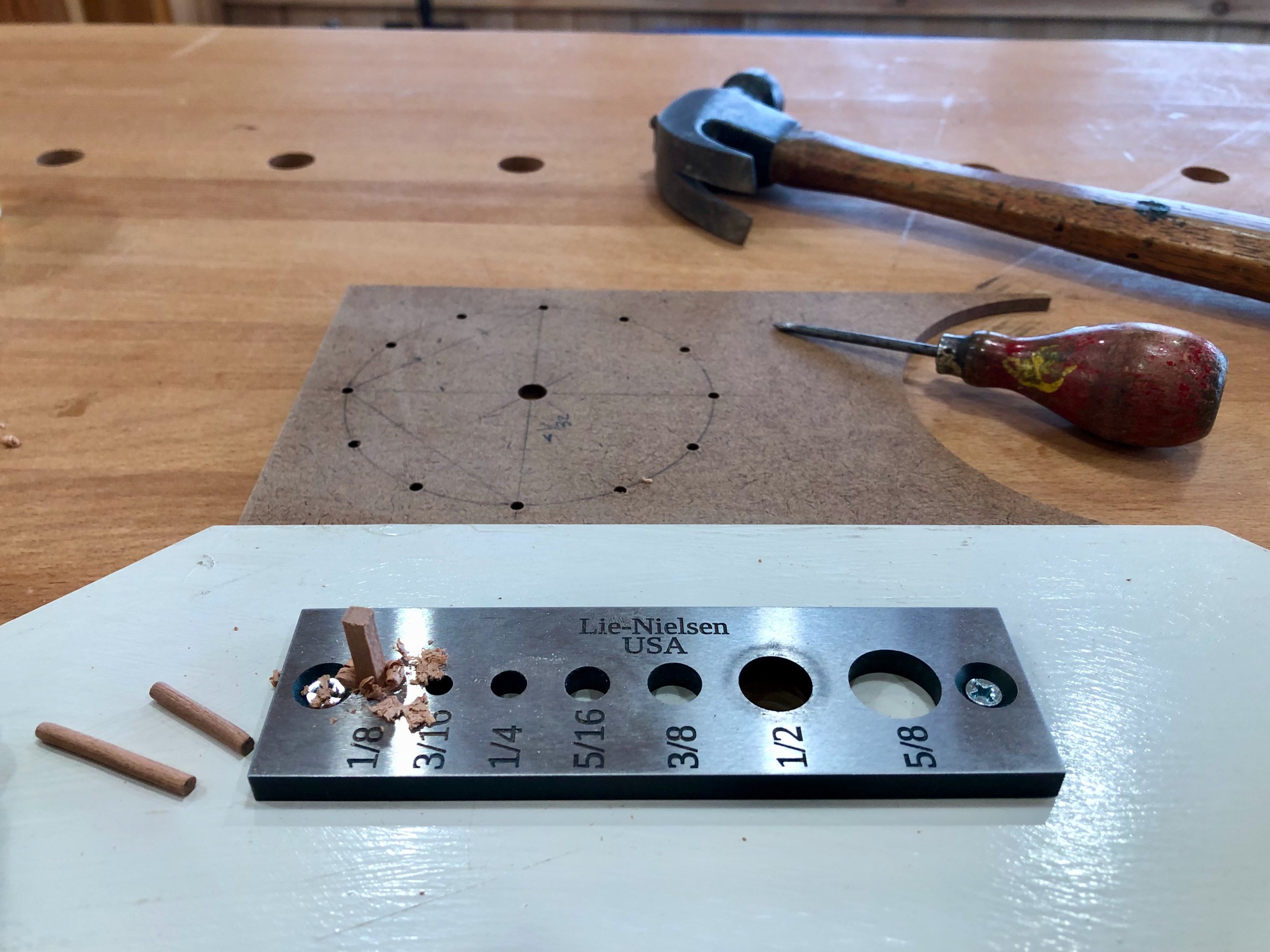
Dowel-making with face template in background
With assistance from the template, the dial was created by drilling the 12-hole circle into the case front and then tapping a short dowel into each opening. A small dab of glue was applied to the back of each peg to secure these in place. The protruding ends were then removed with a Japanese flush cutting saw and the face sanded smooth to 220 grit. A center hole for the clock stem was then drilled to complete the clock face.

Clock face (bare wood)
Assembly & Finish
After sanding all of the parts smooth it was time to glue them together. The first step was to assemble the finger-jointed top and sides. These were put together as tightly as possible by hand and then the shelf board was slid into place and the whole carcass squared-up and cinched with clamps. Lying on its back, the structure could then receive the mitered front board which was aligned and clamped firmly into position. It is always difficult to snap a good picture during glue-up, the awkward disposition of clamps and devices evoke a scene in the dentist’s chair during an expensive procedure, but I tried my best in the below.

Case undergoing assembly
Unclamped, the case held together nicely but still required some grooming. The protruding box joint fingers were trimmed flush with a block plane, while the mitered edges were crimped to invisibility using a burnisher. I also trimmed the interior of the 1/4 in. thick sides (down near the bottom) so as not to interfere with the dainty statement of the 1/8 inch wide feet. A few joint gaps were beautified using thin cherry scraps and the whole carcass was then sanded down to 220 grit.
I chose to use hinges for mounting the door at the back of the case. Ultimately, the door will be attached following the finishing steps, but it is best to align and drill the screw holes at this point. I used the smallest pair of brass butt hinges I could find. As a handle I decided to simply drill a 3/4 in. circular finger pull. Clean.

Door mounted on the backside
Finally, I mounted a small rare earth magnet within the cavity that could mate with a hack-sawn screw to serve as the door catch. On to the finish.
I find the character of this wood to be fascinating and so I took some time to experiment with finishes, specifically comparing gel polyurethane with an oil-based wiping varnish (also polyurethane). I wanted to highlight the color variations in the wood, including the patches of punch card-like ray flecks, without inducing the blotching for which cherry is prone. I also wanted to maximize the contrast of the dowel end grain with the surface wood to make the face pop. Working on test pieces, I found that the gel polyurethane imparted a brighter, more orange, color to the wood, whereas the oil varnish gave a greener tint when compared side-by-side. The final surface was also smoother with the gel product (build-up filling the tiny valleys, perhaps?) and so this finish was applied to the clock case and door in three coats.
After the finish had dried, I attached the door hinges and then mounted the clockworks. The final design decision for Clock No. 1 was the choice of hands. The gold colored hands originally purchased for this clock turned out to be too bright, with not enough contrast against the wooden face. I liked the style, but not the finish and so I procured a similar set of hands in black. These did the trick!

Clock No. 1 face
I like this prototype clock and think it has some staying power. That little nine inch timepiece has a presence. The cherry wood provides intricate grain on a scale that does not overwhelm a small item, although oak would also be nice and I now think mahogany would be a rich material to try, as well. I have some ideas for making the joints appear “cleaner” and to also simplify the door mechanics, too. Lots to explore! - next time.


Mission Line Mirror

Let’s reflect for a moment on moving house. Mathematically speaking, moving is a binary equation. One night you are sleeping at your old address, and the next you and your belongings are someplace new. Moving-in is more of an asymptotic function; at least it always has been for us. Prior to occupying our mid-century ranch in late 2019 we took the opportunity to repaint all of the walls and give a fresh start to the decor. The “moving-in” proceeded along its usual course: put the essentials in place and install the remainders g r a d u a l l y over time. It has been our experience that the last things to move-in are always the wall hangings. This time, low ceilings and plenty of windows served to minimize the available wall space, which in some ways made it easier to live without, but also heightened the impact of every hanging decision. That sets the scene for the latest Project, a new dining room mirror.
Like many households, we have always had a mirror in our dining room. I think its purpose is to make the space appear larger, but it also adds vitality to the setting and comes in handy for that occasional self-check. A previous renovation had opened up our current dining “room”, yet the space still called for a mirror. However, real estate on the lone remaining wall was too limiting for anything we had in stock and so this potential hanging took its place with the others along that asymptote to infinity. And then I noticed an example of a Craftsman style mirror while reading a book on the Stickley’s. This L. & J.G. Stickley mirror had exactly what was needed: substantial width and narrow height. It also appeared alluringly proper. At the time (1905), Leopold and John George declared that their “furniture was neither Arts & Crafts nor Mission, but ‘simple furniture on mission lines’.”* While clumsy, that expression, likely an attempt to re-characterize the Craftsman™ designs they had blatantly copied from their older brother Gustav’s catalog, still resonated with me.

simple, “mission line” mirror
reproduced from: * Clark, M.; Thomas-Clark, J. The Stickley Brothers; Gibbs Smith: Utah, 2002; p. 135.
Design & Materials
There is nothing special about the design of this mirror, except that prior to discovering it I don’t think I would ever have thought to make one so long and narrow, which I guess does make it courageous in a way. I could not find any measurements for the original but did my best to keep the proportions of frame to mirror (calipered from the photograph) while accommodating the wall’s constraints: approximately 45 in. long and 16 3/4 in. high. The frame would be 2 3/8 in. wide on all sides. As to construction, the joints of the original were most likely mortice and tenoned, but a half lap joint would also work and that’s how I decided to put the 4 frame members together. That’s everything. With the dimensions and joint type settled there was no need for a paper plan. Three board feet of 4/4 quarter sawn white oak, some picture hanging hardware and, of course, the mirror glass were all of the materials required. Simple.

Mirror material
Dimensioning & Assembly
The dimensioning step was pretty simple, too. First, the board was cut crosswise into three sections from which the 2 3/8 in. wide frame pieces were ripped at the table saw. These were then jointed square and thickness planed to uniformity. The four pieces were then chopped to the final lengths and half laps cut on all ends using a dado blade and cross-cut sled. A rabbet for holding the mirror glass was ripped along an interior side of both of the long members and, finally, a couple 1/2 in. diameter oak dowels were prepared by hammering scraps through a dowel plate. These would be used to eventually peg the joints.

Mirror parts
All surfaces were card scraped to remove mill marks and then assigned their positions. Glue-up was easy; simply a matter of clamping all the seams together and double-checking that everything remained square.

Mirror frame assembled.
Just a few steps to go. I wanted to peg the half lap joints squarely in their center and so a simple jig was constructed from scrap wood to reproducibly mark that spot at all four corners. Once drilled, gluey dowels were tapped into the holes and then sawn flush upon drying. The dowel end-grain was further shaved level with a block plane and then the entire frame was sanded smooth using an orbital sander.
The end grain portion of the half lap joints protruded slightly at all corners and so these were shaved flat with a block plane. To give the frame an inviting look, all of the sharp edges were then “knocked-down” using a spokeshave and sandpaper while the corners rounded slightly with a rasp. Then the entire piece was hand sanded using 180 SandNet.
Finally, I needed to make two short rabbets along the backside of the vertical members to complete the housing for the mirror glass. This was done carefully with a router and chisel so as not to ruin the nearly completed piece. I also chose to install the mounting hardware at this stage and then “test hang” the empty, unfinished frame on the wall. This allowed me to get everything straight without having to handle a heavy mirror in the process.
Finish
To fit with the existing furnishings I wanted the oak frame to be darker than the typical, ammonia fumed Craftsman finish. Indeed, all of the Stickley companies employed a range of finishes that they would use to suit the individual buyer or decorating trends of the time. I was aiming for something akin to their “Centennial” finish and followed the 4-step Jewitt process: dye (dark mission brown)/seal/glaze with gel stain (Java)/varnish.
With my part complete, I sought the services of a local glass shop, Northeast Glass Works, to supply and mount the mirror glass into the frame. They did a great job and we now have a mission line mirror to complete our wall.

Mirror on the wall

No. 220: the finish!

In the fifth installment we (at last!) find ourselves approaching the finish line for the No. 220 Prairie Settle, a version of L. & J.G. Stickley’s 1912 home furnishing masterpiece. Only three jobs remained: some carpentry to create the seat; upholstery for comfort; and finishing to complete the “look”. Aspects of these jobs were conducted throughout the build but are summarized now in this final post.
Job 1: Carpentry
Carpentry on this Project is used in support of the upholstered seats, so let’s begin there. Both cushioned seats (as in the catalog original) and inset seats (like many of the other settles from that time) have been used by modern builders and restorers of the No. 220. This posed the first of many choices to be made. Inset seats give a “cleaner” look but cushions are said to be more comfortable, and since we intended to use this piece every day cushions were selected. That decision then determines the type of underlying frame to be used by the upholsterers. The cushions would rest on a platform that, itself, would rest on a hardwood cleat built around the inside of the frame - all out of sight, in the end. After consultation with the upholsterer (more on him later) the dimensions for the cleat and frame were decided and good old fashioned carpentry was used for their construction. The cleats were made of hard maple (1 x 1 1/2 in.) and attached to the rails, at the proper height, with glue and screws. A center brace of the same dimension was also incorporated using a half-lap joint to tie it all together. Solid.

Maple cleats affixed
Next, a platform frame was constructed of 3 x 3/4 in. poplar boards. This ”figure 8” frame would rest on the cleats and sit 1/2 inch below the top of the rails; the two open areas would be filled with stretched webbing by the upholsterer. I used pocket screw joinery to make the frame. Prior to assembly, the corners were notched to accommodate the settle’s legs and, afterwards, all of the edges were chamfered lightly using a spokeshave.

Poplar frame in place
(what’s wrong* with this picture?)
*(In the interest of full disclosure … about a month after the above picture was taken, after surrendering the platform to the upholstery shop, and after attaching the overhanging arms to the frame I realized that I would now no longer be able to drop this platform into position. To remedy this situation, the webbed frame was reclaimed from the upholsterer, one edge was trimmed back to allow for fit, and then the platform was returned to the upholstery shop so that it could be completed. An extra cleat was “sistered” onto the existing frame structure to support the shortened platform and all was well again. Somewhere Henry Ford is chuckling.)
Job 2: Upholstery
Never having attempted the craft of upholstery I was not about to try it here. Instead, I found a local shop, Marcoux Upholstery, with an excellent reputation that was upheld by my every interaction with them on the No. 220 - mighty fine folk. Leather was selected as the covering material which comes with a whole host of decisions to be made concerning source, grade, embossing and color. Most of these choices are based on personal taste & pocketbook, but the surrounding decor and frame wood influence the color decision. So before we could select a leather color we needed to lock-in a frame color. The brown/wine leather sofa we are replacing goes well with the underlying rug and remaining furniture pieces, and so a leather of this general hue was considered a safe choice. That hue required a complementary wood color. Knowing that there is not a single “correct” color for the wood, I chose not to create too many choices. I also planned to use the Jeff Jewitt process to finish quarter sawn oak that employs modern day materials to match the look of aged, ammonia fumed finishes used in the day. Many color variations are possible with Jewitt’s method, depending on the dye and accenting stain used. To create my spectrum of choices I sampled both a “blank” and three different TransTint dye colors on scrap boards: reddish brown; medium brown; brown mahogany.

Dyed white oak scraps + blank
Following this I conducted the rest of the sequence using antique walnut gel stain on them all. In my mind, every one of the dyes samples could work but, to be critical, perhaps the red was too red and the brown too brown for this piece. The brown mahogany-based finish was the winner for us (but I repeated this one on a larger board, just to be sure).

The chosen finish (far right)
That was easy compared to selecting the leather. I won’t go into all of the details but there are a lot of leather options out there. Again, I’m sure that many of these would work just fine for us, and so following a single elimination beauty contest we hoped that “walnut” in the “reagent” embossed pattern would be one of them.

The winning leather
The rest of this job was in the hands’ of Marcoux. They came with their van to pick-up the unfinished, armless frame and took it back to their shop for measurements. A week later they brought the frame back so that I could work on the arms and finish, and then a couple weeks following that the cushions and webbed platform were delivered. I cannot tell you how pleased I was with their craftsmanship - it all looked great.
Job 3: The Finish
At last the final job, finishing the wood. I took my time here, trying my best to make the wood look its finest. A piece this big will always have a few “trouble” spots, but in the whole I wanted the color to be uniform, the grain patterns to be noticeable and the rays to shine - but not too brightly. Here is how the job proceeded.
1. Raise the grain before a final sanding
Since I will be coloring the wood with a water-based dye I needed to first raise the grain with distilled water and then remove the resulting fuzzy nubs by sanding. I used a piece of 180 grit SandNet on a sanding block for the job. This preliminary step ensures a smoother surface and even coloration.
2. Dye the wood
The TranTint dye (brown mahogany) was mixed at a concentration of 3/4 tsp. per one cup of distilled water and a small cosmetic sponge wrapped in a T-shirt rag was used to wipe it on. An artist’s paint brush was employed to get dye into all of the internal crannies (looking at YOU, corbels). Once the first application was dry the wood was lightly smoothed using 320 grit sandpaper and then a second helping of dye was applied.

Brown Mahogany dye applied
3. Oil the wood
Treating with boiled linseed oil (BLO) is not a part of the conventional Jewitt finish, but I saw a woman post this modification online in describing some Mission-style cabinets she was making and they looked gorgeous. I’m not sure how much this will be noticed in the end, but I thought I would throw it in. Thus, BLO was applied liberally by rag and then the excess was wiped off after 10 minutes. The piece was left to cure for 2 days.

Boiled linseed oil applied
4. Seal the wood
Even with a coat of BLO I wanted to be sure the wood was sealed prior to the next staining step. For this I used a coat of General Finishes Seal-A-Cell product, applied by rag and cured for 24 hours before smoothing lightly with a maroon Scotch Brite pad (synthetic steel wool).
5. Stain the pores
The object of this step is to highlight the unique pore and grain structure of oak. It will also darken the entire surface a bit to produce the final color. This so-called “glazing” step is the signature component of Jewitt’s finishing method. I applied a dark brown, oil-based gel stain from General Finishes (antique walnut) with a rag, rubbing it into the cavities with a circular motion and then wiping away the excess in the direction of the grain. The stain was left to dry for 2 days before giving it a cloth rub-down. While not conveyed well by these photos, each step has served to color the wood, deepen the texture and highlight the contrasting grain patterns.

Seal and glaze applied
6. Finish with varnish
This final step both livens-up the color and provides some physical protection from stains and liquids, but this finish is meant to be invisible and so a non-gloss product is called for. I used General Finishes ArmRSeal wiping varnish, satin sheen. The finish was applied with a rag, lightly, in two coats over two days and with an intervening smoothing rub using a gray Scotch Brite pad. Once it was all dry the piece was wiped vigorously with a cloth diaper to even the sheen. Voila!
Complete at last, this latest version of the No. 220 was hauled (carefully) from the workshop to the living room, dressed with the leather cushions and put into service. An epic build for me and a nice heirloom for the family to enjoy.







No. 220: the arms

Really? An entire post dedicated to the arms of a furniture piece? Yes. Remember, these are not just any arms.
The No. 220 Prairie Settle from L. & J.G. Stickley was a breakthrough design in 1912 largely because of its arms. On first sight, the size and elevation of No. 220’s wrap around arms command your response to the entire piece. The accompanying corbels and panels, the upholstery, the finish, they all do their part; but those unique arms are why we gasp. Here’s how they are made.
Materials
There are only two components here, both made from quarter sawn white oak. The supporting corbels will be made from the same 4/4 boards as the stiles and rails of the frame. The arms were to be the same thickness, but their 7 3/4 in. width was larger in that dimension than any of the 4/4 boards available at the lumber yard. It would not do to create this span by piecing together two smaller boards and so I sorted through the wider members of their 4/4 S3S (surfaced 3 sides) stock. These are nice boards, pre-planed and so you know the exact grain and ray pattern as you make your selections. Many were 8+ inches in width, however, their 3/4 inch depth meant that they were 1/16 of an inch too thin for what the plans called for, and that’s before I did any final smoothing in the shop. I ended up selecting these. It’s not the end of the world - structure and function will be fine - just a slight alteration to the intended look that I convinced myself would not be noticed by anyone but me (and now, you).

Arm boards
Job 1: Corbels
Corbel is an architectural term describing any projection that juts from a wall to support the weight of an element above it. The arms of No. 220 are supported by the settle’s frame with assistance from seven such corbels spread along the perimeter. Though eye-appealing, these members serve an important function or else they would not belong on a Craftsman design. The plan calls for six corbels of identical dimensions and a seventh, slightly larger one, placed along the center of the paneled back side. I sketched the designs free-hand on card paper after examining pictures of authentic examples (which, again, differed somewhat from the published plans).

Corbel profiles sketched on paper
The larger template was traced onto 1/2 inch mdf board stock and the paper was then trimmed back to the smaller template which was also traced. Next, the mdf template versions were cut-out at the bandsaw and the curves shaped smooth “to the line” using a drum sanding bit on the drill press. These two new “patterns” were then used to trace their shapes (1 large, 6 small) onto prepped white oak boards and the shapes were cut-out at the bandsaw as before. I tried to stay about 1/16th of an inch outside the lines during these cuts.

Cutting out the corbels, two per board
Next, the wood needed to be cleaned-up. A card scraper and 150 grit sandpaper were used to smooth the flat surfaces, whereas, the “cut” edges would be shaved to the line using a flush trimming bit at the router table. In this operation, the mdf patterns made earlier would serve as guides for the roller bearing to ensure that all curves ended up exactly matching the originals. I glued a couple of lips to the mdf patterns that allowed these to be temporarily affixed with screws to the corbel about to be shaped. Worked out well … except that on a couple occasions that little flare near the bottom was, unfortunately, clipped-off in the process. Tear-out like this is sometimes hard to avoid, and the quarter sawn grain orientation only made things easier to rip away. No problem, I just penciled a shallower “upturn” on these two defectives and then drum sanded to the line on the drill press. They say much of woodworking is actually “correcting mistakes”. These’ll look just fine.

Shaping the corbels to pattern with a flush trimming router bit.
All that remained was to create tongues along the back edges for these parts to mount within the previously grooved legs and central stile. This was done using the dado blade on the table saw. Following a final trimming for fit, the corbels were ready for assembly.

No. 220 corbels
Job 2: Arms
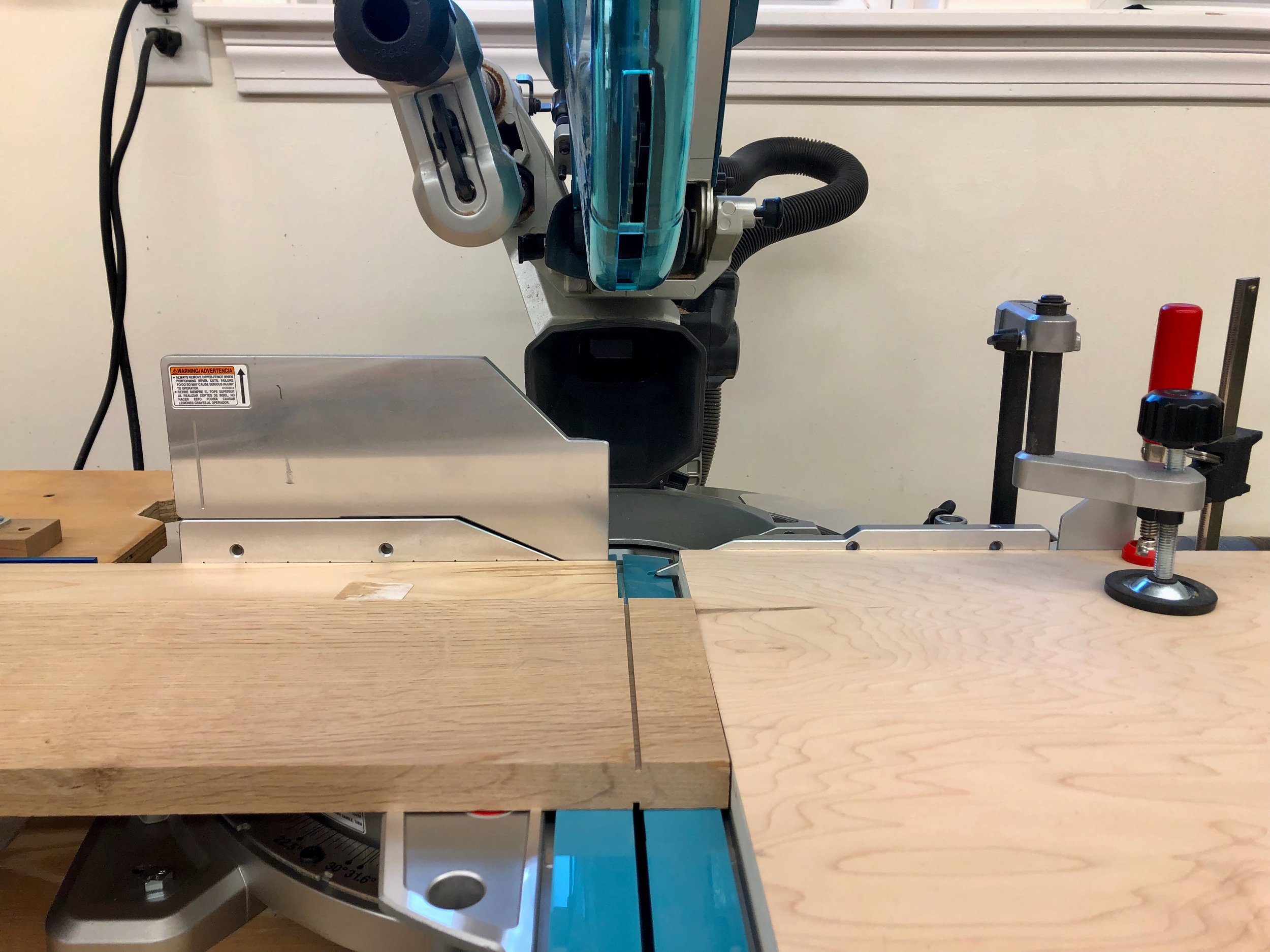
These should be easy. The final dimensions are all in hand: the arm lengths are determined by the as-built frame dimensions; and the 7 3/4 inch arm widths were prescribed by the plan. It all comes down to the order of operations and execution of tactics; in short, properly sawing the four 45 degree angle miter cuts. The goal here is to have a uniform looking seam, and one that is as tight as possible. My strategy was to cut one end of the back, say the “right-hand” side, and the corresponding right arm and try to get that joint “correct” before tackling the other side. That way, if a recut is needed, I would still have length to play with along the back. Should everything go as intended each of the corner angles sum to 90, but any deviation from 45 degrees in this first cut would need to be compensated for in the second if both the 90 degree angle and a tight & true seam are to be formed. I’m not sure why this situation bothered me so much before any cutting occurred, maybe its just the scale of things (an 11 inch hypotenuse!). Anyway, because of that scale I decided that the sliding miter saw was the machine to use for making the cuts.
To get started, the board stock was ripped to the correct width and the edges jointed square. Things are too cramped in the workshop to wield a 7 foot board at the jointer and so an antique No. 7 Stanley jointer plane, once belonging to my great-grandfather, was used to square the edges. Andrew restored this beauty a few years ago and it provides smooth & faithful service whenever called upon.

100+ year-old Stanley No. 7 plane and arm board
Time to do some cutting. The first miter was sawn on the back arm and then things got hairy. Not only was it not the perfect 45 degree angle set at the sliding miter saw, the cut, itself, was a bit “hollowed-out” in the center. What’s going on here?!

Cutting the back arm miter
I cut the second board and, again, things were just not right. While these were not fatal imperfections they would need to be fixed before joining. Maybe I should have paused at this point and just switched to using a track saw, but instead I took the route of fashioning a shooting board to correct the situation. Shooting boards are handy shop jigs that are easy to construct. They are used to guide a hand plane tilted on edge to cut along end-grain wood and I always thought I might need one to smooth the sawn edges before joining - only now it was required to also rescue the integrity of the angle, itself. Most 45 degree angled shooting boards are rather small, used primarily to shave the ends of picture frame stock. The challenge in this case was making a shooting board that could accommodate an 11 inch “shave” at the end of a 7 foot board. The typical design was a non-starter for this scale, but the key mechanical features could be preserved in a temporary set-up constructed from a few oak boards, screwed together and then clamped to the surface of my workbench (see below).

Shooting “board” set-up, in use
This “jig” worked surprisingly well. With a re-sharpened plane iron and some patience the skewed quarter sawn end grain was brought back to a flat 45. Not knowing the cause of the original error, I proceeded as planned: cutting at the sliding saw and beautifying that result as best I could at the shooting board until both of the corner joints passed inspection. I have since discovered a mechanical mis-alignment between the saw’s blade and the sliding arm. The machine is currently undergoing rehabilitation at the local Makita service center. I know, ‘it’s a poor carpenter that blames his tools’ - but they should, at least, meet you halfway!
Assembly
One final modification prior to assembly: biscuit slots. “Biscuits”, mentioned in earlier Projects, are football-shaped wooden wafers that assist glue joinery in two ways: 1. by providing a mechanical alignment between two pieces; and 2. by furnishing face-grain mating surfaces, which is particularly valuable when, as in this case, the joint involves end-grain wood - a notoriously poor glue bonding surface. I cut two biscuit slots into each of the angled ends with my handy biscuit joiner. Glue applied into these slots and unto the faces of the biscuit wafers will furnish a strong bond “within” the joined arm sections. I also cut three such slots into the upper rail and back arm board to ensure proper register here during assembly.
Final assembly of the arms would occur on top of the frame. The main object here was to attach the three arm pieces together, paying particular attention to the mitered seams, and since I needed a flat area to do this, it was either the frame or the floor. Also, since the assembled “U”-shaped arm structure would be rather fragile and unwieldy to handle afterwards, I decided to glue the arms to the frame at the same time. This necessitated mounting the supporting corbels in place too and so the whole thing was glued in a single session with assistance from my son, Ben. It went pretty well. I clamped and glued the long back arm section and its corbels to the frame first. After a 45 minute cure this gave a stable base for attachment of the remaining pieces, and it also allowed me to liberate and re-purpose some clamps - always a limiting resource. Next, the remaining corbels and side arms were glued into place. No drama (whew!).

All parts glued securely in place
The clamps were removed the following day and everything looked as it should. To complete the arms, the surface was sanded lightly with an orbital sander and then all of the sharp edges surrounding the arms were broken using a sanding block. A final hand-sanding over all surfaces (150 grit) made everything smooth and ready for finishing.


Branching Out

Another year under the Red Top and time to reflect on that newly formed ring.
Incremental mass
First, the facts. Along with a few accessories for our home and some items crafted for family & friends, 8 capital “P” Projects were completed during the year (plus, the No. 220 is well on its way). Not a bad year. I’d say the Ledger chest was my favorite piece, followed closely by all the rest. Included in these are a garden structure and a “winged animal” house, the construction of which are now becoming annual traditions.
Those are the quantitative metrics, easily compared year over year. Qualitative metrics also count, and these come from the new techniques and lessons picked-up along the way. For instance, when the year began I had yet to construct my first drawer and now I have made nine. Sliding doors (2), a sliding lid (1), panel edged boards (11) and finger jointed corners (4) were also fashioned for the first time in 2022. Learning new skills is the most rewarding part of the workshop experience for me; that, and capturing the thrill of it all in this forum. Upon reflection, I probably last acquired manual skills during my graduate research days, and then spent the subsequent “working” years applying those in and around the chemistry laboratory. It feels good to again be in a realm where there is room to grow.
New Growth
The Red Top Workshop sits in Harvard, Massachusetts but its roots emanate from the opposite hemisphere. “Asian Inspired Furniture” is the tag line on the website and East Asian furniture design was the inspiration for nearly everything built during my first few years as a woodworker. This theme was continued in 2022 with completion of the Ledger chest (Japan) and Stationery chest (Korea), but a new style has gained my interest based on the Arts and Crafts movement of the late nineteenth and early twentieth centuries. English Arts and Crafts furniture design, and its American cousins, “mission” and “Craftsman”, produced beautiful furniture that relied on simple construction, meaningful features and robust materials as their raison d'être. Conceived as a response to the overly ornate Victorian styles, Arts and Crafts furniture also happens to share many characteristics with the simple, straight-forward works of Korea and Japan. Previously, I have commented on the genius of Gustav Stickley and the influence of his Craftsman designs on American furniture, and will likely have more to say on the Arts and Crafts pioneers as I continue my research. The aesthetic is so compelling to me that it is sure to populate future work.
In fact, I may need to re-brand so as to include this broader interest into the identity of The Red Top Workshop. That, too, is a satisfying aspect of furniture making; the ability to respond to developing interests by applying previously acquired skills to the creation of new motifs. If you think about it, that’s how a tree shapes itself over time, developing branches where the light is best. And thriving in the process.
Happy New Year!


No. 220: the frame

The framework of most sofas is rarely seen nor thought of. Buried beneath padding and fabric, it performs its supporting role dutifully in the dark. And that’s just as well, for what you would see in the light would be unremarkable materials held together by the occasional wooden joint and various metal fasteners. Not judging. It’s the way frames are built when meant to be covered. The settles of a century ago were different, though. Supported by exoskeletons, there was no place to hide slapdash construction. In fact, their bones defined their being; upholstery was just a pretty gown. Even if Craftsman style is not your taste, you have to admire the honest presence of this furniture.
Gustav Stickley settle (No. 208) with pegged mortice & tenon joinery
The Craftsman, Vol. V, 4 (1904), p.407
The framework on our Project is different from these early examples, but just as forthright. Instead of the typical slat design, panels wrap the exterior of L. & J.G. Stickley’s No. 220 - like the walls of a boardroom. And then there are the arms! Built to serve, the massive arms impart an air of opulence while surrounding you in coffee table comfort. I find them to be both ingenious and beautiful - by design.

L. & J.G. Stickley’s No. 220 settle
reproduced from the online auction site: artnet.com
Completing the frame for No. 220 involves routine mortice & tenon and framed panel joinery, the challenge comes from scale. This thing is large; definitely the largest piece of furniture I’ve ever built. So to break the work into manageable portions, construction was approached as a sequence of “jobs” described below.
Job 1: Rails
Framed panel construction, commonly used to make things like doors and dressers, involves 3 components: stiles (the vertical members); rails (the horizontals); and the panels, themselves. Typically the stiles and rails are attached to one another through joinery and glue, while the panels float freely within this construct. In addition to 4 legs, the No. 220 settle contains 13 stiles and 7 rails, all of which will need to be dimensioned and then joined together. These are the joints that create the frame and, as such, should be fashioned with care.
The job begins by prepping the rough 4/4 boards to make them smooth, straight and square. Now, it turns out that a stack of rough lumber “is like a box of chocolates …”. While one can make visual assumptions as to the grain and ray fleck pattern beneath the fuzzy exterior of our quarter sawn oak, it is only when boards are planed that they express their true “flavor”. Generally, a smoothened quarter sawn board reveals something rich and satisfying, but occasionally a fruit-filled one will turn up. (Let’s face it, we all hate when that happens.) Thus, I decided that before I commit stock to becoming stiles, rails & panels I should probably have a taste of every board and then classify them by character. Assuming proper dimensions, the showiest pieces would become panels, and the more modest ones the stiles, rails and corbels. In addition to rays and grain, color and the presence of natural defects (e.g., knots) are also a consideration. Eventually, this wood will be finished with stain and varnish where more visual surprises await, but for now I was content to make the best choices and move on.
As a final obstacle, one of the 75 inch long rails would need to come from a board that was heavily curved along both of its edges In order to charm this snake I utilized a straight piece of maple trim material, found abandoned in my basement by a previous homeowner. This 8 ft. long “guide” was screwed along one edge of the oak board, protruding at least 1/4 in. all along the way. I could then ride that guide along my table saw fence during a rip cut to produce a straight oak edge on the opposite side. Removal of the guide then put this board on par with the rest of my stile & rail stock, which were then all jointed/ripped and chopped to size.

Riding the guide (in white) to straighten a wayward rail at the table saw
Now that the boards have been assigned their role and rough dimensioning achieved it was time to cut tenons on the rails. The bottom rails are a full 6 1/2 inches wide and, though destined to be lost in the wooden crowd, they are the most important members of the frame. Their tenons will fit within the mortices created earlier in the legs. The shorter, side rails need 3/4 in. tenons cut-out on both ends, while the ones on the front and back rails are to be 1 1/2 inch long. As the tenons are centered within the board’s cross-section, the “cut” will consist of making a shallow groove the width of a saw blade on one side, followed by flipping the board over and making the same depth cut on the other. These initial “slits” then define the position of the tenon shoulder. All tenons are approximately 1/2 in. thick and so setting the sliding miter saw blade properly to leave 1/2 in. of material behind is the key step. The tenon length, itself, is easily controlled either during this cut or by a subsequent trim, it is the exposed rail length in between the tenons that matters most.
Making uniform tenon shoulders at the sliding miter saw
The rest of the tenon “cheek” was made by sequentially moving the board 1/8 inch “backwards” and cutting away another kerf’s worth, etc. The bandsaw also works well here for smaller pieces but these big guys are easier to handle prone. The tops and bottoms of the tenons were then cut off using a combination of hand saw for the cross-cut and a band saw to rip the final dimension, a 4 inch tenon on 6 1/2 inch rails.

Four tenoned bottom rails
If the job is done right, coming off of the saw the tenons should be just fatter than their leg sockets, and they were. These were then trimmed with a shoulder plane and chisel until a firm fit in a fully seated joint was achieved.
Next, I took a deeper dive into the published plans and decided to make some changes. For some reason, the plans called for six taller, so-called “outer” stiles to mate with all of the legs, on to which the upper rails would be attached. All of the seven remaining “inner” stiles would then sit in between the upper and lower rails. Hmmm … having the upper and lower rails attached at different points seemed like an odd feature to me and one that might actually make for a weaker structure. Sure enough, examining the photo of an actual antique piece (above) and trying to glimpse these joints in pics available on internet auction sites and Pinterest revealed the “original” joint repertoire to be simpler. Back in the day, the upper rails, like the lower rails, attached directly to the leg pieces. All of the thirteen stiles were the same size and rode in between these rails, visually elegant and strong. Unsure why the published plan would deviate from authenticity, and even though it meant refashioning some already dimensioned boards, this was the way to go. Now back on track, the new upper rails were dimensioned with 3/4 inch tenons on the ends and the leg and rail structure was assembled (dry) to check for fit and to mark the next cuts.

Dry-fitted leg and rail structure
Everything seemed to fit together properly (with barely enough room to maneuver in the bench room once assembled). Prior to disassembly, all of the edges to be grooved for housing panels were marked appropriately so that no mistakes would be made at the saw.
Job 2: Stiles
Next the thirteen stile parts were dimensioned to proper thickness, width and length before conducting the “value addition” steps associated with joinery. First, using a dado blade at the table saw, a 1/2 in. wide tongue, 3/4 in. deep was created along one edge of the six stiles that connect to the legs. These were then cleaned-up and tested for fit. The table saw and fence were then set up to cut 1/4 in. wide dados at 1/2 in. depth. All of the stiles and some of the rail edges would receive a full length dadoed groove that would eventually receive the panels. A few cuts and adjustments were made on a test piece and then, once satisfied with the result, all of the parts were run through the saw in succession.

Cutting grooves in a stile
This operation completed the rail pieces, however, the stiles would still need to have tenons fashioned along their tops and bottoms to ride within the grooved rails. These were also fabricated at the table saw using a wider dado blade, the cross-cut sled and a stop block.

Cutting tenons on a stile
After a bit of clean-up with chisel and shoulder plane a dry fit of the 24 frame parts confirmed that all was on track. This also allowed for final measurement of the panel dimensions.

Framework fit together
Job 3: Panels
I’ll just say it: making panels is an enterprise that seems to take longer than it should. To be sure, there’s a beautiful payoff in the end, but one still has to be in the proper mood for panel-making if the exercise is to be enjoyed. So after cleaning the shop, sharpening some chisels and re-surveying the remaining boards I managed to muster enthusiasm for this next task. To start, you cut the lightly thickness-planed 4/4 boards to rough length and width at the miter and table saws, respectively. You then re-saw them along their narrow dimension into two pieces at the band saw, and finally thickness plane these thinner boards to a uniform 3/8 in. depth. This creates a bunch of panel halves, twenty to be exact. To construct the panels, the “interior” edge of each re-sawn pair is squared-up at the jointer and then, after aligning the grain in a book match orientation, they are glued together and clamped; two at a time given limitations in both clamps and space.

Panels in production
Once the glue has dried the rough rectangles are smoothed with a card scraper and orbital sander (150 grit) and then cut to their ultimate width and length dimensions, again at the table and miter saws. For appearances sake I made sure that the glue seam exactly bisects the finished parts. At this point, and by design, the boards are still too thick to enter their grooves. To achieve a fit all of the edges (n = 40) need to be beveled, thereby creating a “paneled” feature on the interior face. For this I used the table saw panelling jig made a while back during the candle box Project to create 1 inch wide tapers along all sides sufficient to provide a snug fit into the grooved stiles and rails.

Panelling the panels at the table saw
The newly cut perimeters were then smoothed lightly with a card scraper, sorted for their position within the framework and nestled into place. As each individual panel exhibits its own grain & ray “personality”, there is some artistry here in their placement with respect to patterns present on the neighboring rails and panels. Once upholstered, the un-paneled sides of the panels are the only ones that show, and my desire was to frame each of these to their best effect. The “interior” sides have their own uneven beauty, too, revealed during the dry fit.

Dry fit panels in frame
Job 4: Details
Almost ready for the glue-up, but first there are a couple small details to attend. The stiles need to be planed flush with the rails and then labeled for their position during assembly. This was done individually by first identifying any “proud” edges on the end of a stile-rail joint, dismantling that part from the frame, diagnosing the wood grain direction and carefully hand planing away the excess until it tests “flush enough”. The trick is to not plane too deep here as a post-assembly sanding job can accomplish a final smoothing of these joints.
Next, the center stile along the back needed to be grooved to accept a corbel that will support the wrap-around arms. A 1/2 in. wide dado was cut 1/4 of an inch deep into the center of the stile at the table saw. This joint is not mentioned in the plans so I assumed it would be like those that mount the other corbels to the legs. However, I was reluctant to make a groove the full-length of the corbel, and in the process weaken the associated rail members with a cross-cut dado, so I decided to leave the top and bottom rail alone with the intention to use screws from the inside face to further secure the corbel during assembly. This is certainly a departure from authenticity, but an invisible one at least.

Grooved center stile in place
The front rail also needed to be beveled along the top edge so as not to irritate the legs of those seated above. This was accomplished at the table saw, applying an 18 degree angle to the blade and beginning the cut 3/8 in. into the thickness dimension. The rough edge was easily smoothed by hand using a card scraper.

Beveled front rail
Finally, those corner seams about the quadralinear legs needed to be dealt with. Recall, the formation of these pieces left a noticeable gap along many of the edges. I had been puzzling on the best way to remedy this situation when my furniture maker son, Andrew, suggested using a burnisher (the tool otherwise used to fold a cutting edge onto my card scraper) to gently crimp the gap shut. He then proceeded to show me how easy this was to accomplish. The result is a smoothly rounded over edge on all of the legs!

Seamless leg corner and burnisher
Assembly
With all of the jobs complete, it was time to glue the frame together. This meant completely disassembling the dry-fit structure and amassing my collection of long clamps for duty. I started with the Left side sub-assembly. These nine parts were put together with ample glue, clamped tight & square and left standing upright. Four hours later, the clamps were liberated and the process was repeated for the Right side, being sure that everything matched exactly in a mirrored sense. The rail-stile joints were then lightly sanded flush with an orbital sander using 150 grit.
Having completed the sides the final step was to join them together with the Front and Back rails. Of course, this included the remaining stiles and panels where there were a lot of wooden junctions to get right. To begin, the two bottom rails were glued to the sides, creating a free-standing rectangle. The back center stile was then affixed, followed by the two flanking panels, and, from there, assembly proceeded outward in both directions. The stiles were fastened with glue, whereas the panels were tapped-in dry. Gratifyingly, following another such iteration, there remained sufficient space to slot panel nos. 1 and 6 into place. After checking that the stiles were all mounted squarely, the top rail was then tapped down into place. Various pipe and bar clamps were applied as the structure was checked and adjusted for squareness one final time before lockdown. Big job!

Glueing-up the frame
Finishing touch
A defining feature of Arts and Crafts furniture is the pegged tenon joint. Adding equal parts strength and character, this element was highlighted by the Stickleys perhaps more than any other maker. The pegs (dowels) in this piece secure the front and back rails to the legs and are shaved flush with the surface once installed. I chose 1/2 inch diameter round dowels for this task, which first needed to be fashioned in the shop.
In the mature craft of woodworking there is at least one tool for every job, and the tool for creating wooden dowels is as simple as they come. A round hole cut neatly into a metal plate is the implement used for dowel-making; that and a hammer. The dowel material comes from a straight-grained, knot-free white oak scrap. This piece was first cut to rough dimensions on the table saw (9/16 x 9/16 x 24 inches) after which the edges were further relieved by shaving with a knife. The resulting irregular-shaped rod was cross-cut into 2.5 inch segments, trimmed further along the exterior with a block plane and then pounded through the circular opening of the “tool” to produce perfectly sized cylindrical dowels. While the act is violent, the result is beautifully Euclidian. Using a pencil sharpener, the penetrating end of each dowel was tapered slightly before use.

Pounding out the pegs
To peg the tenons, two 1/2 inch dia. holes were drilled to a depth of 2 inches at each of the rail-leg joints. I used a hand drill and shop-made jig to keep the holes uniformly positioned and straight. A glue-coated dowel was then tapped firmly into each opening and, once dried, the protruding end was sawn off using a Japanese flush cut saw. Finally, the rough surface was smoothed with a block plane.

Pegged rail joint
At last the frame is done and this brings the Project to a natural pause. Left to be completed are the arms and their support structure, the upholstery and the finish. Well on our way!


The Railing

I like my neck. Sure, it’s developing that middle aged turkey “thing” but I’m for preserving it all the same. For that matter, I’m rather fond of my wrists and pelvis too, but you wouldn’t know it if you saw me slipping and sliding down the path to the workshop last winter. That’s all about to change with the creation of a new railing.
Background
The door to the Red Top Workshop sits maybe 60 feet beyond the steps from our kitchen deck but there is a 6 foot elevation drop over that span, the final 4 feet of descent navigated along a 20 foot long, stepped pathway put in by the former owner. Nice little treacherous walk. In the winter, ice will glaze the granite landing treads at every opportunity and also form a rather slick rink atop the sloping pavered sections in between. I’ve tried salt, sand and chipping with a pick but it is difficult to keep this stretch clean and safe over a New England winter. After a few painful spills I resorted to the use of boot crampons and a walking stick for assistance with traction and balance. The problem is that I am rarely walking that path to the shop empty-handed. Firewood, furniture lumber, coffee mugs; these things don’t get down there by themselves. What I needed was a sturdy anchor to the ground, a railing, to support my frame and cargo during transit. Pretty sure my insurance company would agree.

The winter commute
Design
The plan began, as most plans do, by first ruling things out. I neither wanted nor required a typical split rail-type fence for this short span of walkway; it would be too massive for the task. A black iron porch-type railing would work, I suppose, but that would seem out of place in the understory bird cover that I was also trying to establish here; like an artifact overgrown by jungle. What I desired was a right-sized, simple handrail support that would blend with the setting. It needed to be wooden, of course, and not shy about declaring its function, kinda like Craftsman furniture (wink).
A rough plan meeting these criteria was created on graph paper to verify feasibility and “look”. I decided that the railing should be perpendicular to the posts and not sloped to match the terrain. This might take it out of OSHA compliance but I feel it makes the railing more “fence-like” and naturally prompts a re-grip at each granite lander.
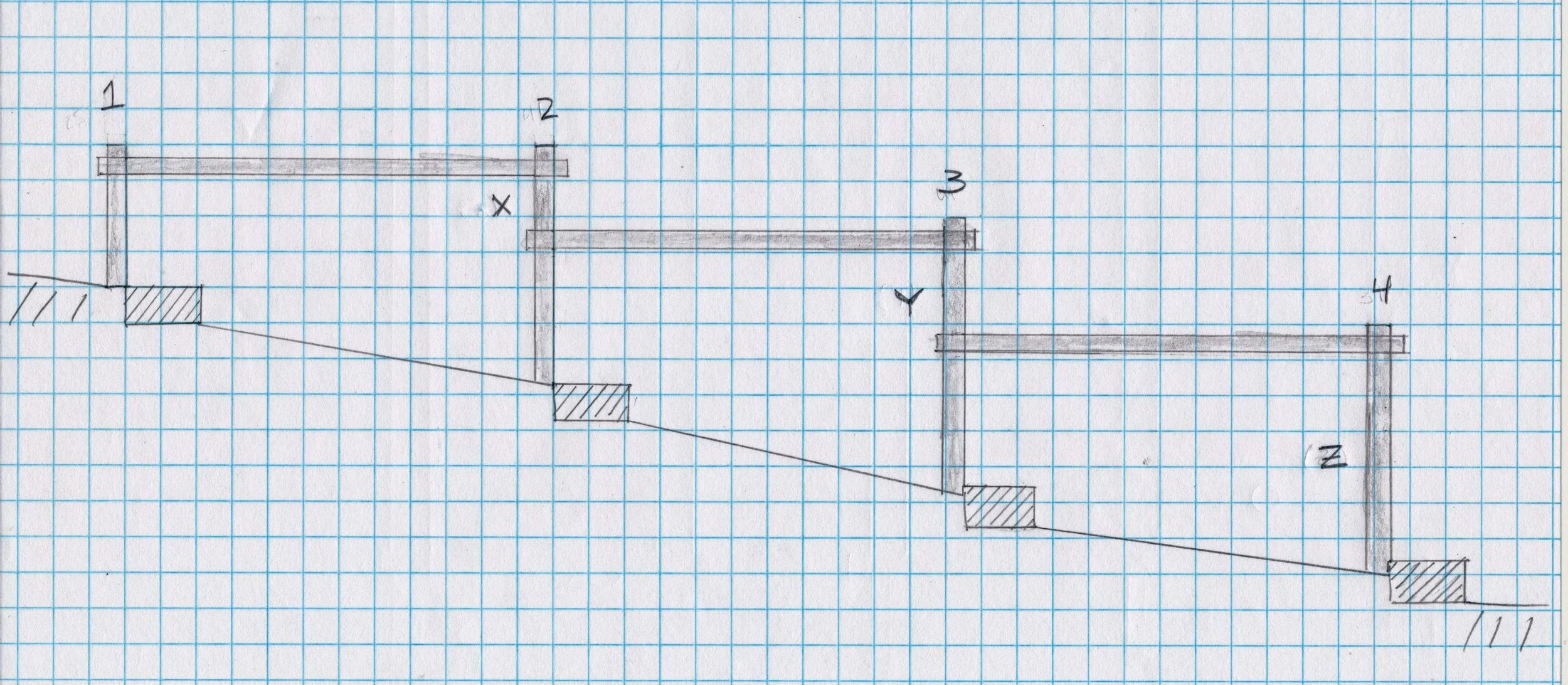
The railing plan
Materials
It turns out that there are very few non-metallic fence materials to choose from at the typical Lumber/Box store. Avoiding split rail pieces and those cumbersome 4x4s I settled on some landscape timbers made from pressure treated yellow pine. These are typically found stacked together on the ground and used as borders but, lumber-wise, I could imagine them to be “live edge” 3x4 inch fence stock. The remaining materials were easy. I would use quick setting concrete for the footings and galvanized carriage bolts to join the members together. Material costs came in just under $100; about the price of an office visit and X-rays, deductible met.

Landscape timbers in lock-down to combat warp prior to construction.
Construction
Structures such as these are made in cooperation with their environment and, as such, ground preparation, rail fabrication and installation would proceed as a loosely-choreographed dance. This adds to the excitement, and if you’ve ever done a garden project you’ll know what I mean.

The un-railed path
While the basic design was set, I still wanted to test some joint options before deciding on the post orientation (i.e., in which direction should the flat sides point?). Detail-wise, I planned to use a cross-lap joint to marry the railings with the posts. This would keep the profile slim and make it all look more purpose-built. That left me with four permutations for how the edges should meet depending on whether the flat or round edge of the post mates with the flat or round rail edge. To decide, I mocked-up the favored option (flat post on flat rail) and then, given the amount of work it took to build this one, assured myself that it was the best and no others need be sampled. The “flat-on-flat” variant would face the flat sides toward the walkway and furnish the more comfortable hand hold, so there’s that too.

Flat on Flat cross-lap joint
The joint was built by making two boundary-defining cuts with the hand saw (1 1/4 in. deep, 4 inches apart) and then chiseling out the interior waste to create a “slot”. This slot was then overlapped with a second such slot to fashion the cross-lapped joint. It was pretty simple work and I think the damp “wonder wood” actually helped with the chiseling step. However, it took a lot of whacks to make a joint, and convinced me that, in addition to the railing cuts, the 6 slots in the posts would also need to be fabricated in the shop prior to installation to keep the chisel pounding from dislodging everything in the ground. Alternate methods for cutting the posts using a router or table saw were vetoed in favor of manual labor, which just felt right.

Chiseling slots in the test joint
Having decided on this method of construction meant I now needed to re-formulate my installation plan. My original vision of cementing all of the posts in place and then cutting-out the railing slots no longer applied. And, while it would be bit more complicated than just sequentially digging/inserting/fastening from one end to the other, that’s basically how the new plan goes. Here are the constants and variables in play. Regardless of their length, all slots on the railings would be created 2 inches in from the ends, likewise, the posts to receive these railings would be slotted 2 inches below their tops. Further, the uphill end of all railings would start at 22 inches above grade. These constants come from the design and keep things simple, trim and uniform. The variables come from the environment and are largely due to the inconsistent drop in elevation between the granite landings. We don’t need to measure this decline, simply accommodate it during construction. In practice this drop determines the position of those niggling second cuts on posts 2 & 3 and height of the cut on post 4, depicted as segments X, Y, Z on the plan (above). A persistent bend in the pathway and non-uniform spacing of the granite blocks contribute the final variables.
Following a few last minute measurements it was time to dig the first hole. I started up top with the shortest post. The plan was to bury each post about 2 feet into the ground and tight to the existing walkway. Down there they would sit on a bed of gravel and be anchored by a concrete surround. A post hole digger did a good job excavating the 10 inch dia. cylindrical cavities, and since the ground consisted of fill dirt I did not have to fight with New England rock.

Digging the first hole
A handy jig was made to assist with mounting the posts. This consisted of a few 2x4s put together in a manner to hold a short section of railing 22 inches above the granite step. Once the bottom of the post was trimmed to length, inserted into the hole and tamped into the gravel bed it could then be held at the proper height by inserting the rail section of the jig into the joint slot. Following instructions written on the fast setting concrete bag some water was then poured into the hole followed by half-filling with concrete powder. At this point the post, held by the jig, was re-leveled on all sides. The hole was then nearly filled with powder and more water poured on top. After a few minutes of soaking, the concrete on top was the consistency of pottery clay and could be tapered with a trowel to shed rain water away from the post. Following a final level check this was then left to cure while the next hole was dug.

First post in place, held in position by the jig
Getting the second post in the ground and the first railing attached to it would complete a “section” and validate the procedure to be used hereon. I’ll describe that process so that afterwards we can fast-forward to the finale.
Hole no. 2 was dug to 24 inches and the jig put in place so that a measurement from the bottom of the hole to the stub rail could be made. This distance determined the position of the first slot on post #2. That slot was cut-out in the workshop, as well as a slot on the end of rail #1. A pilot hole for the first carriage bolt was also drilled into the rail. Next, the post was put back in the hole, leveled and mounted to the jig. Rail #1 was also temporarily installed onto post #1 by completing the drilled pilot hole and sliding a carriage bolt through it. This “dry fit” would allow me to mark the position of the final two slots. Upon leveling the rail and bringing it alongside post #2 I could pencil the intersection on both members, defining the areas to be cut for the joint. (Hope that was clear.) Removal of the temporarily mounted rail and post allowed for chopping the joint slots in the workshop and then cutting the members to final length. Installation was simply a repeat of the dry fit exercise, only with wet concrete thrown in. Worked well!

Dressing concrete upon completion of the first section
The second and third sections were completed in a like manner over the next couple of days. At some point I realized that sawing a relief cut mid way across the 4 inch joint slot made the subsequent chiseling step much easier - enjoyable actually. Always learn!

The newly-railed path
These garden Projects are a reminder that it is fun to get out the heavy tools on occasion. They are a chance to not sweat the final 1/32nd of every inch and still build something solid & useful. Assuming those posts stay put when the ground freezes I think this railing will enhance both the beauty and safety of the workshop path for many years to come.


No. 220: the legs

Prelude: The next few installments will describe the creation of a No. 220 Prairie Settle. Following a brief description of background and preparation this first episode focuses on construction of the leg components.
The allure of Craftsman furniture, regarded as America’s first true furniture form (sorry Shakers), comes from the simplicity of design and material. Graced with very few ornamental detours, the admirer is forced to recognize and then appreciate the form, joinery, wood and finish that, when executed properly, create a beautiful four-part harmony. I love the Craftsman aesthetic and have made a few pieces inspired by that style, as well as some related mission items. In most cases I have either reverse-engineered the plan from a 100-year old picture or created my own design using dimensions and joinery consistent with the style. On my last Project I stuck pretty close to the original published plan and found it a surprisingly absorbing challenge to re-create an antique. I’d like to do the same for the venerable No. 220 settle first made in 1912 by Leopold & John George Stickley, and in this endeavor I am helped enormously by the work of Robert W. Lang.
Robert Lang is a very talented woodworker, magazine editor and author who is also regarded as a specialist in Craftsman furniture. In addition, he manages an incredibly informative website. His latest passion seems to be the drawing program SketchUp which he uses to re-create plans for authentic furniture pieces. In 2013 several of his earlier books were combined into the hefty, Great Book of Shop Drawings for Craftsman Furniture. This masterpiece, since re-issued in hardcover, contains his painstakingly derived plans for many Stickley and related furniture pieces, and among these is the No. 220 settle. I don’t believe I’d have the confidence to tackle this large Project without these plans. Thanks Robert.

No. 220 plan
from: Lang, R.W. Great Book of Shop Drawings for Craftsman Furniture, Revised & Expanded Second Edition Fox Chapel, 2017.
Design
A fair description of early Craftsman settle designs might be ‘four posts, modified appropriately to accommodate the human derriere’. Endearing, yet visually crude by today’s standards, the settle was intended to provide cozy comfort to those who “settled” within its confines in an otherwise drafty room of old.
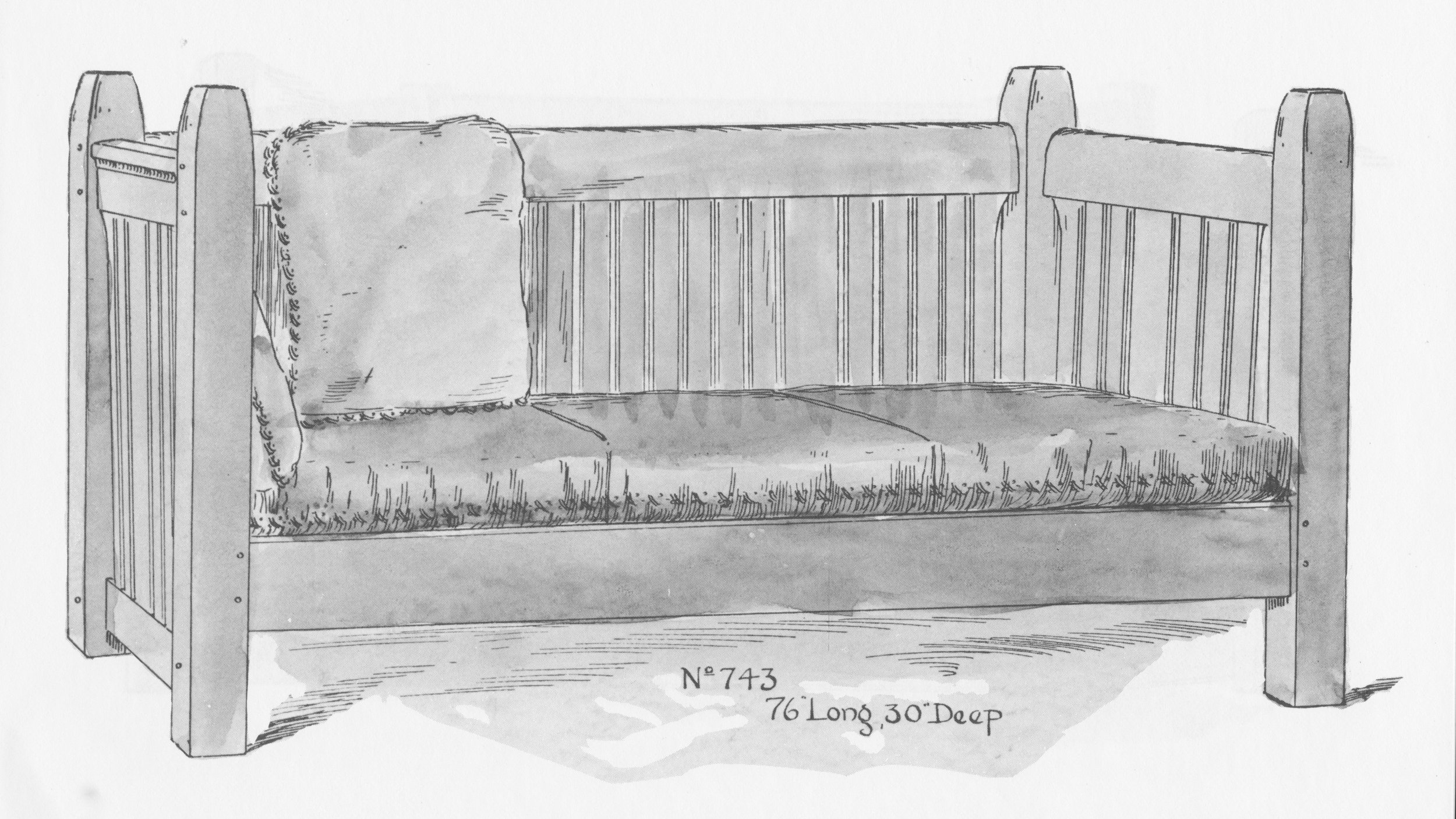
(example) No. 743 Settle
from: L. & J.G. Stickley, Onondaga Shops Salesman’s Catalog (1906), reprinted in: Early L. & J.G. Stickley Furniture: From Onondaga Shops to Handcraft, Davidoff, D.A. and Zarrow, R.L. Ed., Dover, 1992, p.61.
Later versions tended to separate the height of the back from the height of the side “arms”, making something that more resembles the modern sofa.
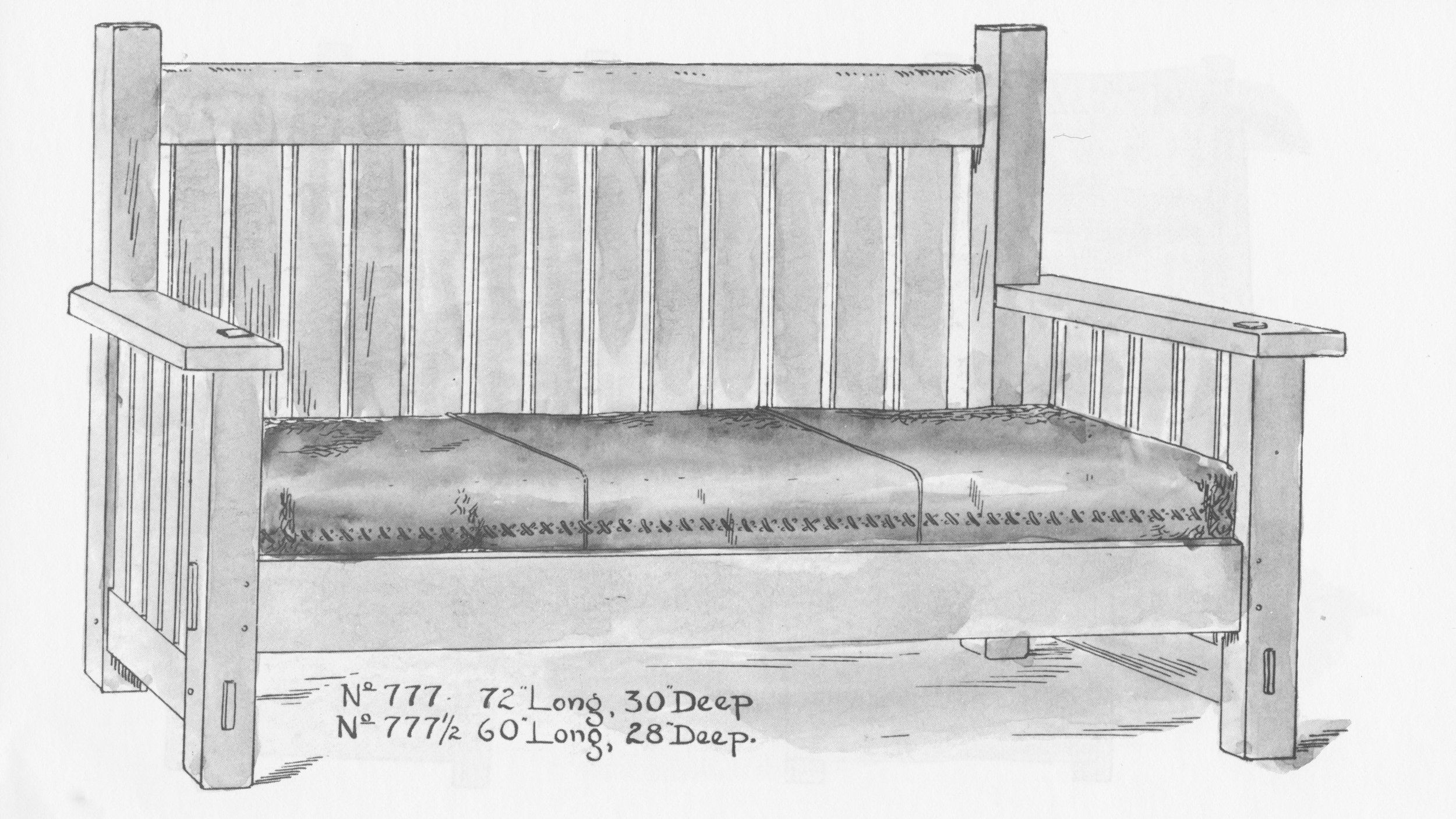
(example) No. 777 Settle
from: Early L. & J.G. Stickley Furniture, p. 77.
No. 220’s genius was to once again align the back with the arms, but this time at arm’s height, evoking the expansive Prairie sensation. The leg posts are still present to anchor the settle form, but with curvaceous corbels to support the massive arms they are no longer the primary feature.

No. 220 Settle sketch
from: Great Book, p. 150.
Materials
Although the Stickley’s offered some early pieces in a variety of woods (mahogany, chestnut, maple), white oak, quarter sawn at the mill, became the most prevalent wood used for Craftsman furniture. This abundant hardwood was the perfect material for the construction of solid furniture. Due to the orientation of the annular rings, quarter sawn lumber is the most stable form with regard to seasonal movement, and when white oak (Quercus alba) is cut in this manner it reveals the pronounced medullary rays found in this species to create a striking grain figure. Amongst all of the diagrams of quarter sawn lumber to be found in the woodworking literature, I prefer Gustav Stickley’s.

Quarter sawn lumber
Stickley, G. The Craftsman, VIII, 4, 1905, p. 109
I needed a few different dimensions for this Project and spent 2 hours picking through the quarter sawn white oak stacks for the right pieces at my favorite yard, Highland Hardwoods; 76 board-feet in all.

White oak stock
(note medullary rays evident in the center, S3S boards)
Dimensioning
While Stickley furniture legs might appear to be simple posts, simple they are not. The desire to exhibit quarter sawn grain on all four faces means they have to be specially constructed, or else gimmicked with the use of veneer. Gustav was not above using veneer for some pieces, but L. & J.G. devised a clever method to create a leg post out of four boards, fashioned in an identical manner on their factory’s machines. They even describe this innovation in their catalog, including a claim of practical indestructibility!

The Work of L & J.G. Stickley, Fayetteville, NY (c. 1914).
reproduced from: Stickley Craftsman Furniture Catalogs: Unabridged Reprints of Two Mission Furniture Catalogs, Dover, New York (1979).
Making these so-called “quadralinear” legs begins by jointing the 5/4 rough boards square, thickness planning to 1 1/8 in. and then ripping to 3 in. widths and finally chopping to 30 in. lengths. To shape the joint, some modern day woodworkers have adopted special router bits, but I wanted to match the L. & J.G. parts. I do not have a shaper like they would have used, but Lang describes a method to make this exact leg with 4 cuts (per board) at the table saw. Details of this process are given in the Great Book, referenced above. Briefly, one creates two shallow grooves along the inside face of each leg board using a dado blade and then the portions exterior to the grooves are removed with a conventional table saw blade angled at 45 degrees. All four cuts are unique and it takes a bit of futzing to get it right. To keep things uniform it is best to make each cut 16-times in succession (i.e., once per board), and then set-up the fence/blade to make the next 16 cuts, etc. Sixty-four cuts later, all leg parts should be identical to one another and hopefully correct. Of course, you won’t know how correct until you’ve completed the 49th cut and by then you might as well just keep on cutting. I’ll use the pictures below to walk you through it.

Step 1.
Planning the cuts with a marked reference board. (Note: the 45 degree cuts meet the groove edges at different corners)
Step 2.
Cut two 1/4 in. x 1/4 in. grooves on the undersides.

Step 3.
Make the initial angle cut with “show face” down and fence to the left of the left-tilting blade (re-enacted).

Step 4.
Make the final cut using a home made jig to stabilize the piece; “show face” up, fence on the right. (off-cut removed for clarity)

Milled leg parts ready for glue-up.
It took half of a day to complete but went rather smoothly. I think the home made jig, invented to shepherd the boards through their final cut, was key. During this operation the piece has a chance to wobble while riding the table on a narrow central spine and with only a thin mitered edge touching the fence. The flat surfaces of the jig riding against the fence ensure that the piece is cut nice and straight (while also keeping your hands clear of the action). The corner seams of the dry-fit legs are still not perfect, each leg exhibiting one or two thin gaps down their length, but I think when glued-up and sanded down they will look just fine. Before the glue-up I wanted to make some square “rods” to fill the central cavity within the legs. I found it was a simple task to glue together two of the triangular shaped off-cuts from step 4. to form a square-ish piece of exact length that could then be trimmed to 3/4 x 3/4 in. size on the table saw. These were tucked into the voids during the glue-up which went smoothly using F-clamps. I would need to blunt the sharp edges and fill some hairline cracks at the seams but this would best be done closer to the finishing steps.

5 boards make 1 leg.
Next, the legs were trimmed to their final length at the miter saw and then a positional assignment was given to each member (i.e., Left/Front, etc). The bottom rails, panel frames and corbels all need their joint sockets cut-out at this point. The cut patterns come in pairs (2 front and 2 back) but since those on the left are the mirror image of those on the right, all four posts are distinct and care must be exercised not to make an errant cut along the way. Prior to the shop work, I took the time to sketch each leg face on paper, indicating the cut positions and dimensions with the hope that this exercise, replete with erasures, would help things go smoother in the event.
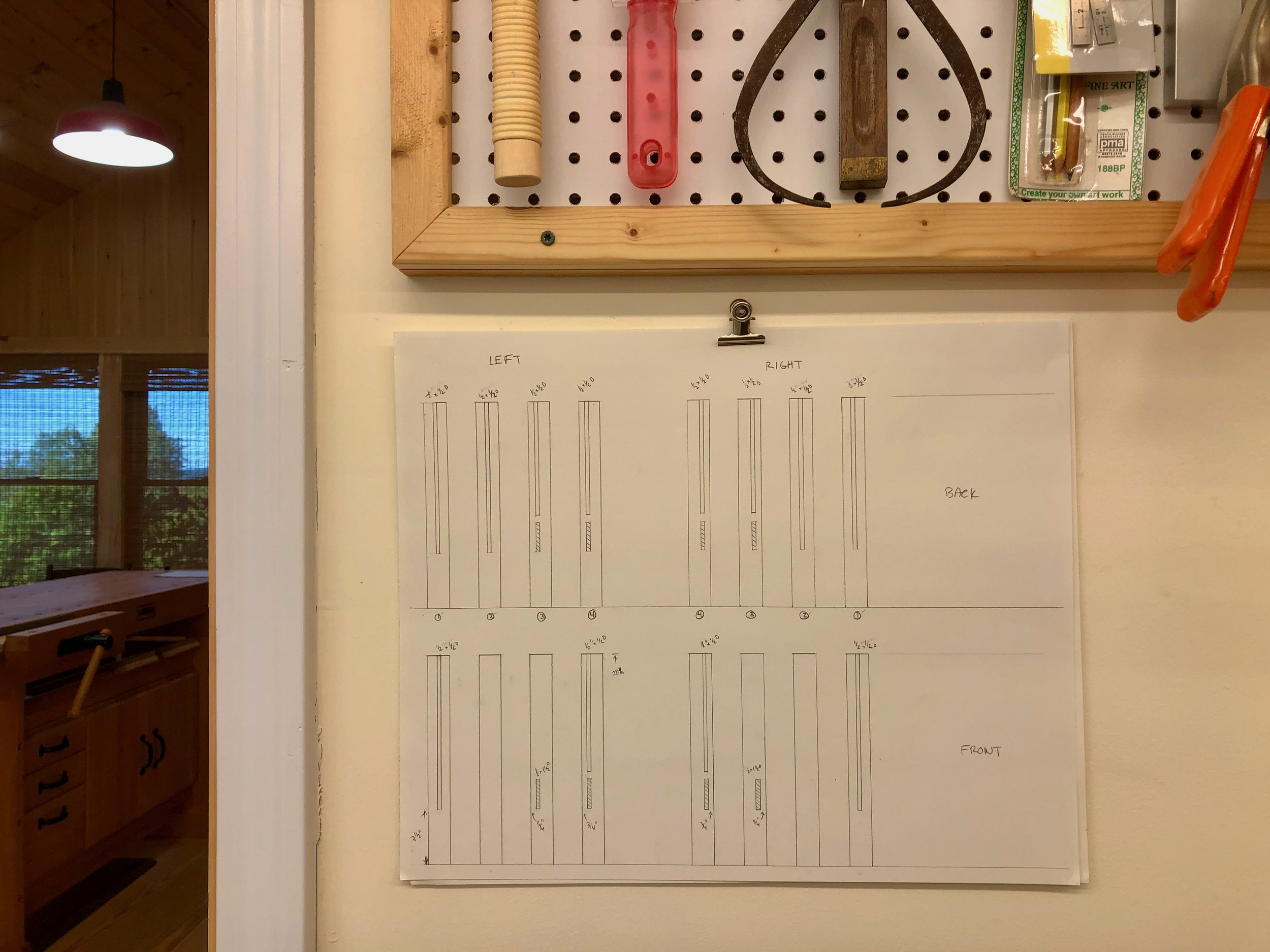
Mortice pattern hung in the workshop for quick reference
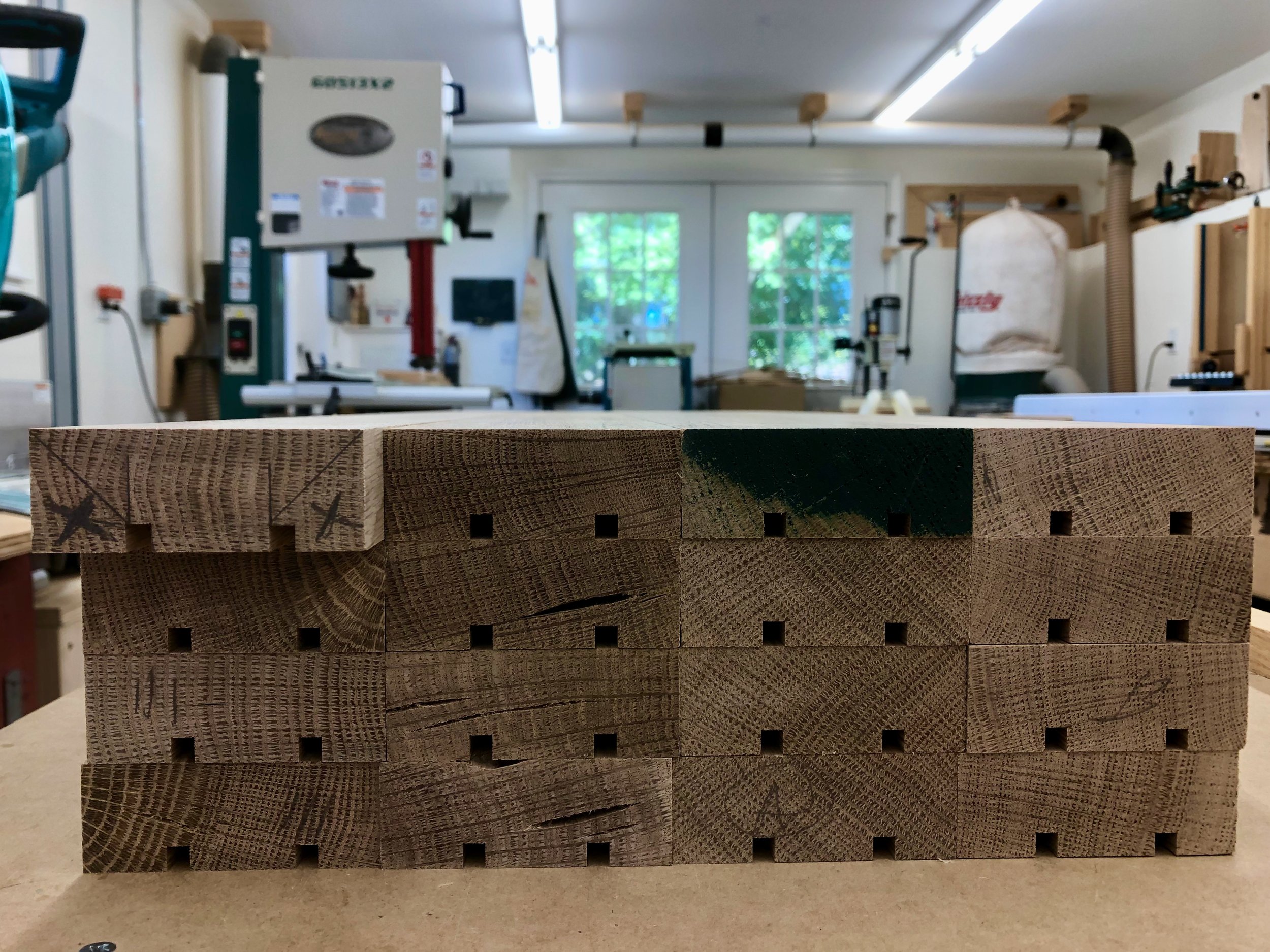
The various cuts were then marked-out in pencil on the leg pieces and the cutting was done at the mortiser and router table. Straightforward stuff, mostly. The one challenge was to mortice the 1 1/2 inch deep sockets for the front and back rails. That’s a lot of oak (read: work) for my machine so I removed some of the volume beforehand at the drill press and it made things go a lot easier. As a final step, the cavities were cleaned-up with a chisel. Their exact dimensions would be used in the next step to fashion tenons on the rails, stiles and corbels. So far, so good.

No. 220 legs

No. 220

Numbers are noteworthy. Most numbers are used to accurately record information but certain ones also define icons. I’m not referring to calendar dates or dimensional specs; rather, those numerical identifiers issued to the bearer with no other significance implied. You know the ones: 5 (perfume); 7 (spirits); 42 (baseball); 43 (NASCAR); 66 (highways); 747 (transportation); more.* They say it all, no matter the language.
* Coco Chanel’s first perfume; Jack Daniel’s original whiskey; Jackie Robinson’s uniform number; Richard Petty’s car; the first all weather route connecting Chicago and Los Angeles; Boeing’s first Jumbo Jet.
Furniture has a few numbers, too, the most famous of which might be 220. Heard of it? It comes from the days of furniture catalogs, and in particular, the catalog of Leopold and John George Stickley. L. & J.G., to use their business handles, were the two youngest brothers of Gustav Stickley, creator of the Craftsman furniture style, and who themselves operated a rather successful early 20th century furniture business. Much to their older brother’s annoyance, their catalog was packed with imitations and derivatives of his designs. But unlike Gustav, these guys stuck with furniture alone and their business, today known as Stickley Audi & Co., continues to outlast that of their benefactor’s which folded way back in 1915. L. & J.G. also made good furniture and around 1912 they designed some “mission” furniture pieces that would come to define the style. Most notable among these was the so-called “Prairie Settle”, No. 220 in their line of goods. Now, thousands of different furniture pieces were produced during this heyday of American manufacture, all numbered, and to be considered iconic among the masses an item needs to truly stand-out as a paragon. The identifying number, through continued reference, becomes synonymous with the nonpareil of that genre. (Don’t you love it when French words come through?) Indeed, L. & J.G. Stickley’s Prairie Settle has become known simply as “No. 220” to both furniture collectors and makers as a means to lift it above the many dozens of other settle variants, all possessing less enduring designs and forgettable catalog numbers.
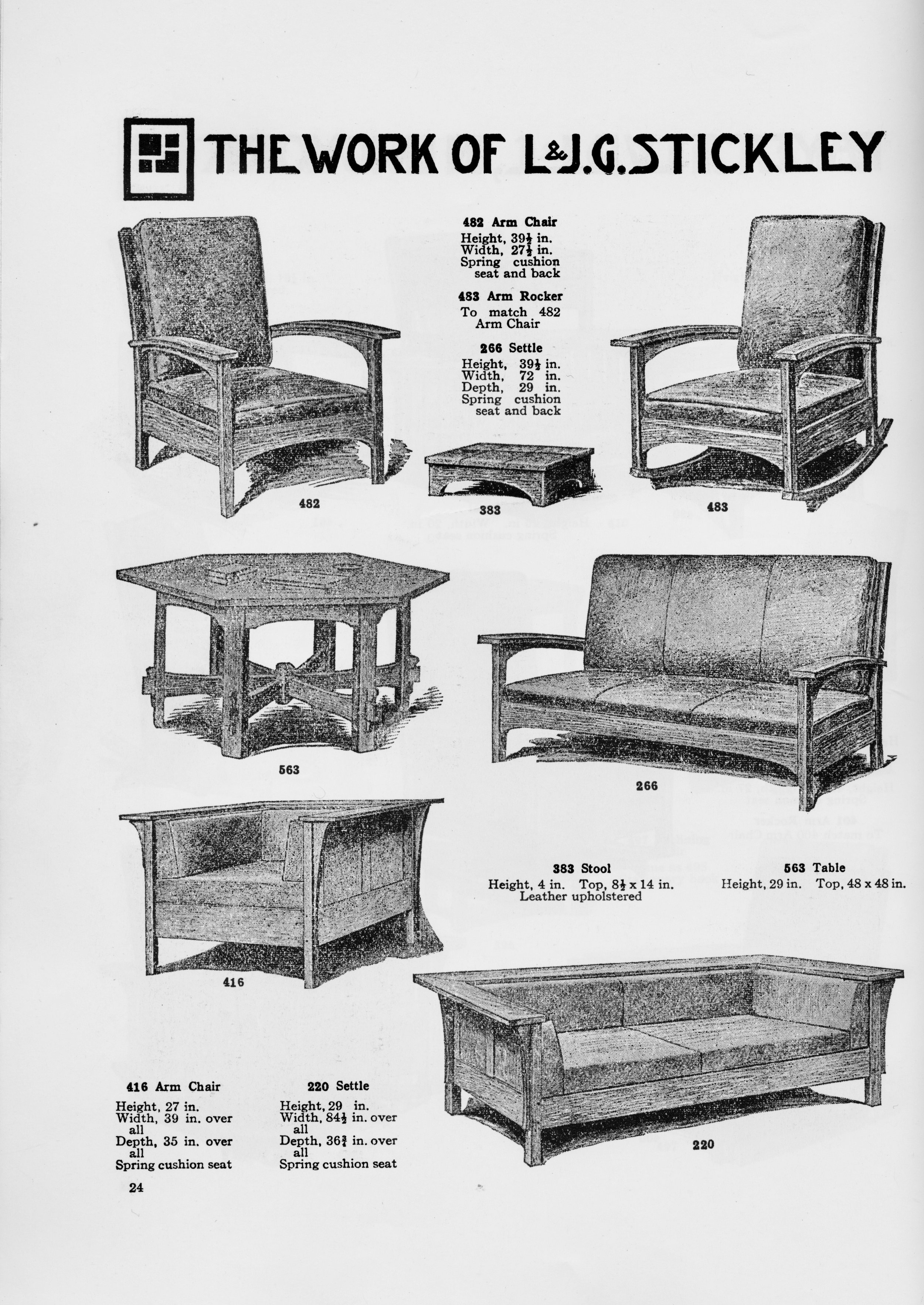
220 Settle, as displayed in the catalog: The Work of L & J.G. Stickley, Fayetteville, NY (c. 1914), p. 24.
reproduced from: Stickley Craftsman Furniture Catalogs: Unabridged Reprints of Two Mission Furniture Catalogs, Dover, New York (1979).
Sketched in pencil and buried mid-catalog at the bottom of page 24 you might wonder ‘what’s so special about this one?’. Well, this settle, and the related arm chair No. 416, contain design elements never before seen in the extensive repertoire of Mission/Arts & Crafts/Craftsman furnishings. The low horizontal lines of the substantial wrap-around arms and rectangular rails make a strong statement and are, in fact, unique. No doubt influenced by architect Frank Lloyd Wright’s Prairie School, which at that time was gaining popularity in the Midwest, these guys from New York (more accurately their designer, Peter Hansen) somehow got it right in a way that has endured beyond all others.
And by “endure”, I mean that it is one of the very few furniture items from the early 20th century that is still being produced according to the original plan. Not only can a new No. 220 be purchased from Stickley today, but a brief Google search reveals that versions of No. 220 are also available on several other furniture websites and from the artisans who market on Etsy. There are also loads of posts in the woodworking forums and blogs describing the exploits of amateur furniture makers still being drawn to No. 220’s bright porch light. You can include me in that last group, too. As my next Project, I am setting out to make the No. 220 settle for our living room. I hope you will enjoy following its progress.

Prairie Settle, No. 220
Photo by H. Peter Curran, from: Stickley Craftsman Furniture Catalogs: Unabridged Reprints of Two Mission Furniture Catalogs, Dover, New York (1979), p. vii.

Cool Costumer

Still intrigued by 100 year-old plans found in the book: Easy Mission-Style Woodworking Projects, I decided to reproduce a useful item for our bedroom while waiting for the next’s Project’s lumber to equilibrate in the shop. Here’s the story.
I have long sought a place other than the floor to stage my “in-use” clothing at night. You know, garments that are too clean to wash, but too “used” to put back into the dresser and so you plan to wear them another day. Then I read about the project on p. 45 of this former manual for middle school shop teachers titled “The Costumer” and was excited to think that a few days of effort in the Workshop and my search might be over. I reproduce that text here:
“The Costumer shown in Fig. 37 is a very good beginning problem for an eighth-grade boy. It is a large piece of furniture to the boy, and one that he will take great interest in. It is a very useful article when finished, for there is no home in which it cannot find a place, either in the reception hall or bedroom.”
Bingo!, right? Now, at first I was put off by the taunts: Beginning problem? Eighth-grade boy?, but then I remembered that the author was referring to boys from the Greatest Generation who would one day persevere in World War II to save civilization and I made my peace. Now all I needed to do was make Fig. 37 in the Workshop.

Fig. 37
from: Worst, Edward F. Easy Mission-Style Woodworking Projects, Dover, Mineola, NY, 2005, p. 45.
Design
I generally do not follow published plans in my work, but vowed to stick close with this one and, in doing so, consciously try to put myself into the world of a 1920s middle-schooler. That world was simpler, yet harder than today’s, especially outside of the big cities. At my father’s farm house in rural Michigan, life in the 1920’s meant no electricity, no indoor plumbing, no automobile (or tractor), cooking with wood or coal on a big steel stove and few conveniences. His “middle school” was the second room of a two-roomed schoolhouse that lacked, among other things, wood shop facilities. I should ask if the family owned a costumer. It was surely a different time.
Anyway, that plan is reproduced below. It looks to be a straight-forward build and the accompanying text suggests alternatives for the joinery depending on your preference for nails, screws or dowels. I’m leaning toward dowels and will probably forego the wooden clothing pegs for store-bought brass as long as the “look” can be maintained. I also intend to use electricity.

Nicely detailed “working drawing”.
Materials
Cherry wood, a new 5/4 flat sawn plank and some left-over 4/4 material from earlier Projects, would be used for the costumer. Brass hardware from FurnitureKnowledge.com would be used for the hooks.

Cherry, cherry, cherry!
Dimensioning
The finished girth of the pole and leg pieces is 2x2 in. and so the first step was to rip the 1 in. deep boards into 2 in. wide strips, flatten one face and then glue them together in pairs. This created two sufficiently thick “leg” pieces and a 64 in. log “pole”. The rough constructs were then run through the jointer and thickness planer to create square, 2x2 parts.
Starting with the legs, I first needed to relieve material from the undersides. This began by using a 1 inch Forstner bit on the drill press, to create “semi-circle” cavities near both ends of each leg.

Drilling semi-circles
The material in between the gaps was then removed at the band saw and the resulting surface smoothed with sandpaper. To round the ends of the legs I first drew the desired arc in pencil by tracing the lid of a varnish can. Next the corners were chopped-off at the miter saw and then the extra wood was carefully shaved down to the mark on a disc sander. The picture below shows the penultimate and ultimate forms.

Shaping the leg ends
The legs then needed to be connected to each other in a “cross-lap” joint. This involves cutting wood out of the central portions of both pieces: a 2 inch wide groove from the top of the lower leg; and the same sized groove from underneath the upper one. The depth of each groove equals half of the total thickness and this was found by bisecting the depth of the lower leg, cutting the groove to this depth and then using that result to mark the upper leg before cutting - no measuring. The “cutting” was done with a dado blade on the table saw assisted by my cross cut sled. Nice and clean! Next, a 1 inch square socket was created through the center of both leg pieces. Working one leg at a time, I used the 1/2 inch bit on my mortiser to cleanly cut these out.

Morticed, cross-lapped leg parts
On to the pole. The 2x2 in. pole, fashioned as described above, would need a tenon approximately 1 1/2 in. long to fit within the morticed legs. There are a few approaches to creating tenons and I had been using the dado blade/table saw method on the last few Projects. This generates a lot of sawdust but is a nice way to reproducibly make a series of identical parts. However, I only needed to cut a single tenon in this case, and that 64 in. furniture “part” deserved respect. I did not feel I could accurately and safely work the end of this pole using the table saw. The one tool in my shop that can securely position long parts is the sliding miter saw with a 5 foot table extending off the left side. These tools are normally used to cut (chop) all of the way through a board, but my tool also comes with an adjustable “stop” to hold the blade above the platen should you wish. When used as a sliding saw this feature then allows for cutting accurate grooves and dados into a board. I used this depth stop for the first time to make the four shoulder cuts for this tenon. The four rip cuts to form the so-called tenon “cheeks” were accomplished on the band saw where a ball bearing stand could be used to support the aft portion of the pole during the cut. A slot was then sawed into the center of the tenon for an eventual wedge.
The final dimensioning step was to make the four braces that support the pole. The plan called for 3/4 in. boards here but since another function of the “braces” is to lower the center of gravity, and since I would be using heavy brass hooks instead of wooden pegs up top, I decided to impart more mass by using 1 in. thick stock instead. The instructions also call for the braces to be “sawed out with the turning saw and finished up with the spoke shave and file.” I will instead be using the electrically powered equivalents: a band saw and router. While I am enthused by the nostalgia of hand tool woodworking, I feel I am still trying to get proficient with the power tools in my shop and so favor those techniques … for now. “Choice” is another luxury available today that was not present in the good old days.
For the four braces, I first prepped some 5/4 cherry stock to 1 in. thickness. I then turned to a 3/4 in. plywood scrap and rendered the desired pattern freehand with a pencil. This shape was cut out at the band saw and smoothed to the line using a drum sander to create a plywood “pattern”. The pattern was next used as a template to trace with pencil on the fresh cherry boards, taking advantage of the existing flat and square edges. These lines were “followed” on the band saw (1/4 in. blade), doing my best to stay 1/16 in. or so to the outside of the marks. To create the true curved edges I then added plywood “lips” to the bottom and back side of the pattern so that it could be temporarily screwed into the rough cherry brace along the flat edges. With the pattern on top I could then run these constructs along a flush trimming bit on the router table to create identically shaped and smooth braces (see photos below).

3 of the 4 braces shown in various stages of formation.
bottom: marked board ready for rough cut;
top: rough cut board attached to pattern jig;
center: finished brace

Cherry brace and pattern after having run through the flush trimming bit at the router table.
The braces will be glued to the pole with the help of dowels to keep everything aligned and so 5/16 in. wide holes were drilled into the pole and braces using a Dowl-it jig and hand drill. Dowels of the same diameter were then cut from a maple rod and sharpened slightly with a pencil sharpener.
The very last steps before assembly were to cut the top of the pole to form a peak, scrape and sand the surfaces and then round-off the sharp edges. The miter saw was used to clip the sides 1/2 inch from the top, as per the plan. There are two ways to do this miter cut: 1. tilt the blade to a calculated degree matching the smallest angle of a 1/2 in. by 1 in. right triangle and slice perpendicular to the pole (then rotate and chop again, four times); or 2. pivot the blade on the platen to align the laser line with the cut line and chop (rotate, etc x 4). Choice #2 appeared to be the more foolproof and after four such chops it made for a stately feature on top. All parts were then scraped and sanded to #220 grit. A small round-over bit on the router table was used to uniformly grace the edges.
Assembly & finish
The doweled construction method pretty much dictates the order of assembly on this one. First glue the dowels on to the pole, and then the braces followed by the two leg pieces. Next, a wedge was tapped into the slotted pole tenon to snug everything up. Lastly, before the glue set, screws were used to secure each brace to the legs. Three applications of a gel polyurethane finish was applied followed by attachment of the brass hooks to complete the Costumer, a worthy version of Fig 37.

Mission-style Costumer
Postscript
This was an easy & satisfying Project, and one that utilized every machine in my workshop (bolded for reference in the above story). Of course, it all could have been done as the plan intended without electric tools; instead using handsaws, hand planes, and various other blades and borers. That hand-crafted piece, just as functional, would in many ways be more valuable. The value “add” would come from the extra time and effort applied during construction, but it is unlikely the average furniture buyer would notice any difference between the two versions. That value is only realized by a knowing woodworker or furniture connoisseur who can appreciate the skills required to make things by hand.* And there’s the trap. Does a furniture maker use his/her skills to seek the admiration of peers, even at a price point that makes the product unavailable to most?, or should the aim be to maintain quality and still satisfy the many? In the early 20th century, Gustav Stickley, whose antique furniture now commands high prices, sought the latter. His factories mass produced high quality, mission-style furnishings of inspired design, “… intended primarily to fill, in the most direct and natural way, the actual needs of American home life.”** A costumer of similar design to Fig. 37 sold for $7.00 in Gustav Stickley’s 1912 catalog. Today, the Stickley Furniture Company, a descendant of his brothers’ L.& J.G. Stickley Furniture Co., sells a reissue of their 1909 version for $949.00. (sigh)
* As a collector, I would love to own a costumer made by 8th grade hands from the past century. All of its marks, nicks and unevenness would make mine look flawed by comparison.
**Craftsman Furniture Catalog, Gustav Stickley 1912, p.3.

The Clock/Diaper Bench

Yes, you read that right … clocks & diapers. Projects have been piling up here at the Workshop and any piece that can pull double duty moves right to the top of the list. Here’s the story.
Two very nice things happened this Spring to alter the trajectory of events: 1. the Rocky Mountain clock was completed; and 2. my wife and I became Grandparents for the first time. Now, these events have only one thing in common and that is they both highlight the need for more furniture in our home. You see, to keep the brass movement away from the dusty workshop during construction that clock was routinely assembled-disassembled-reassembled over the course of a couple months on a card table that sits in our “dining” room - a low surface with many other uses. Surely, a purpose-built clock bench would be useful for the next Project. More importantly, we may soon be watching our new granddaughter a few days a week and that same card table seems to be the only diaper changing station available in our recently downsized existence - again, center stage for what might be considered a behind the scene task. It’s not that we don’t have the spare bedroom space, it’s that we lack the proper furniture.
Furniture, those structures all about us that assist our daily existence, are among the most valuable things we will ever purchase without an instruction manual. While most furniture items are constructed to do a specific job, their use, assumed by the maker and implied by the form, is ultimately up to the owner. Thus, furniture leads a precarious existence. Should the need for that job ever disappear, what was once a necessity becomes dispensable and soon begins to resemble junk. Put another way, pieces that get used persist, those that don’t get the boot (vinyl covered living room sets excepted). I was reminded of this hard fact while perusing my latest library book sale find in search of clock/diaper bench inspirations. Easy Mission-Style Woodworking Projects by Edward F. Worst is a fascinating 74 page collection of furniture plans that reads today like a history book. The work is actually a Dover re-publication of chapters 1-3 from a more serious text, Problems in Woodwork, first published in 1921 as a guide for middle school “manual training” (aka shop) teachers. In it you will find obsolete? plans for not one, but TWO clothesline winders, a pen and ink stand, a shoe polishing stand, two versions of a smoking stand and the object of my interest for this Project, the telephone table. Let me be emphatic in stating there is absolutely nothing wrong with the furniture in these plans other than they had lost their purpose over time.

Inspiration for the Clock/Diaper bench
Let’s face it, the past century has witnessed a catastrophic furniture extinction. It’s a dangerous world out there and even items designed to satisfy multiple functions are not invulnerable, for example the billiard table/davenport. While I have never sat nor played a rack on one, I cannot imagine this early twentieth century item was well suited for either activity, and there’s the rub. Even when conditions are favorable (note that both billiard tables and davenports exist among us), to survive, furniture must ultimately be good at its job. With these cautions in mind, let’s move on to our Project.

Rare sighting of a billiard table/davenport
from: Mission Furniture: How to Make It, Henry Haven Windsor (1909).
Design
Admittedly, there was a pretty low risk of failure for this Project as both of its intended uses, clockmaking and child clean-up, only required a sturdy bench top surface for success. And since most of its existence will be spent unused in either capacity, the primary function of this item is to merely look good. Thus, I was searching for a classic design and, in particular, a design where “looking good” in the background was the main mission. Indeed, clock benches have a recognized form, no doubt having evolved to suit a clockmaker’s vocational needs and comfort. But they look kinda “boxy” and, at 42 inches in height, are too tall for diaper changing work. Store-bought diaper changing tables, of which we were a proud owner some 30 years ago, also have a recognizable form. Ours was a three drawer chest fashioned from spray painted particle board onto which was snapped a vinyl covered pad. The problem is that neither of these fully functional items look particularly attractive when not in use. And that’s what clicked for me when I came upon the plans for a telephone table. Back in the day, the job of this furniture item was to sit near the wall where the telephone plug was mounted, support the phone and provide a table and seat for the telephone user. We had a telephone table in our home while I was growing up. I recall we never talked on the phone unless seated at this table, and we rarely sat at that table unless we were on the phone. Our telephone, on a party line with a neighbor down the road, was rarely used and so, although vital for its mission, that telephone table sat in a corner of the kitchen and for the bulk of its life simply tried to look good. Its 1940s design was that of a modified chair, but earlier models were more like slender desks and something that could be easily modified to serve a clock/diaper bench function. The exemplar for our Project is that item on the far left of the book cover, above. I reproduce the nicely detailed plan for this table below, although since all of the dimensions were being enlarged it was of little practical use. I just like the nostalgia of the candlestick telephone rendered lightly in its intended position (upper left).
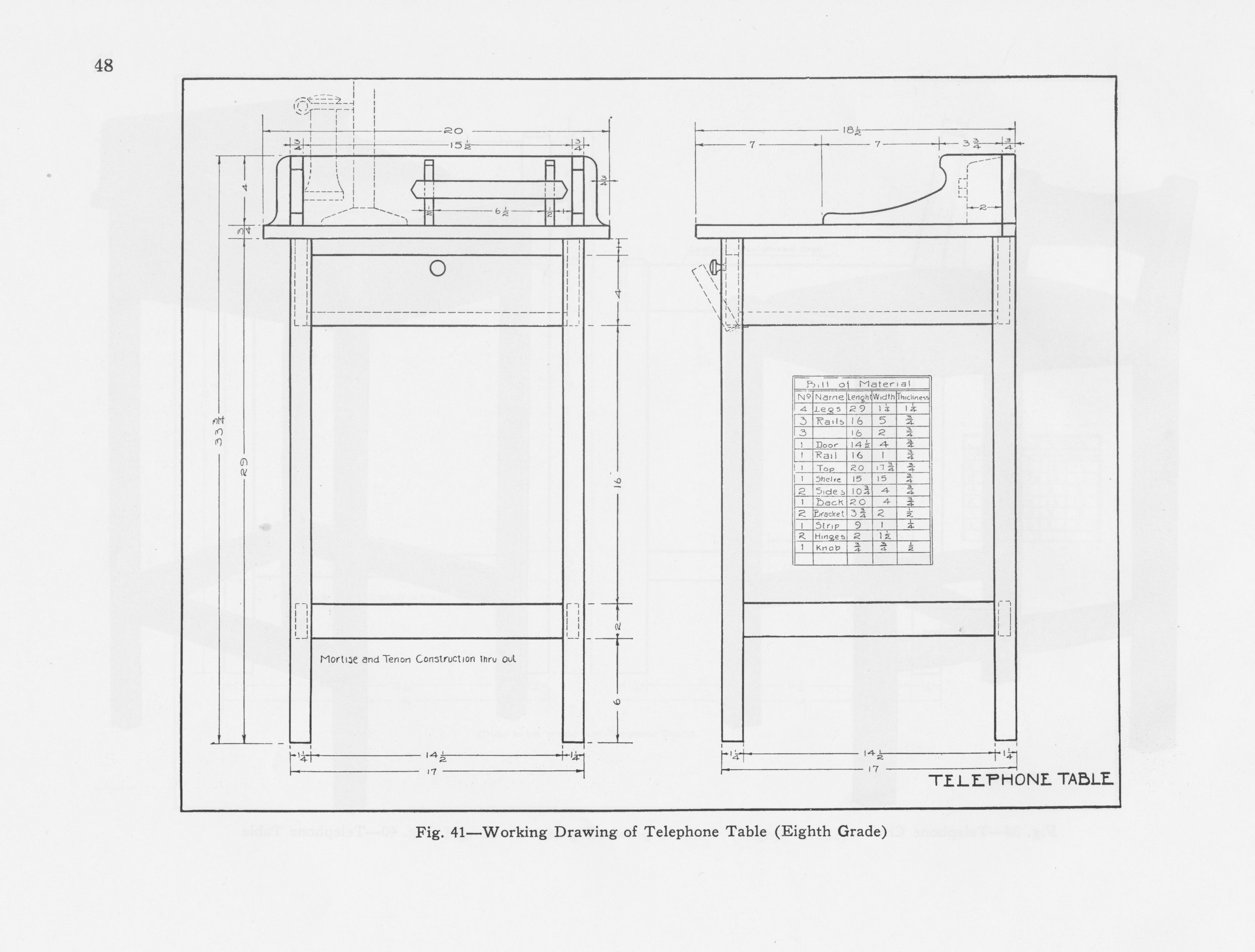
Plans for a telephone table.
from: Worst, Edward F. Easy Mission-Style Woodworking Projects, Dover, Mineola, NY, 2005, p. 48.
The book’s plan includes a hinged door compartment for stowing the telephone book (as your Mom), whereas ours would include a fully functional inset drawer here - two drawers, actually. My rough plan, below, kept the 42 inch clock bench height but this was reduced a few inches during construction to avoid having to also make a step stool for the diaper changer’s use. I kept the open leg work but added a vertical brace in the center. Looking good so far.
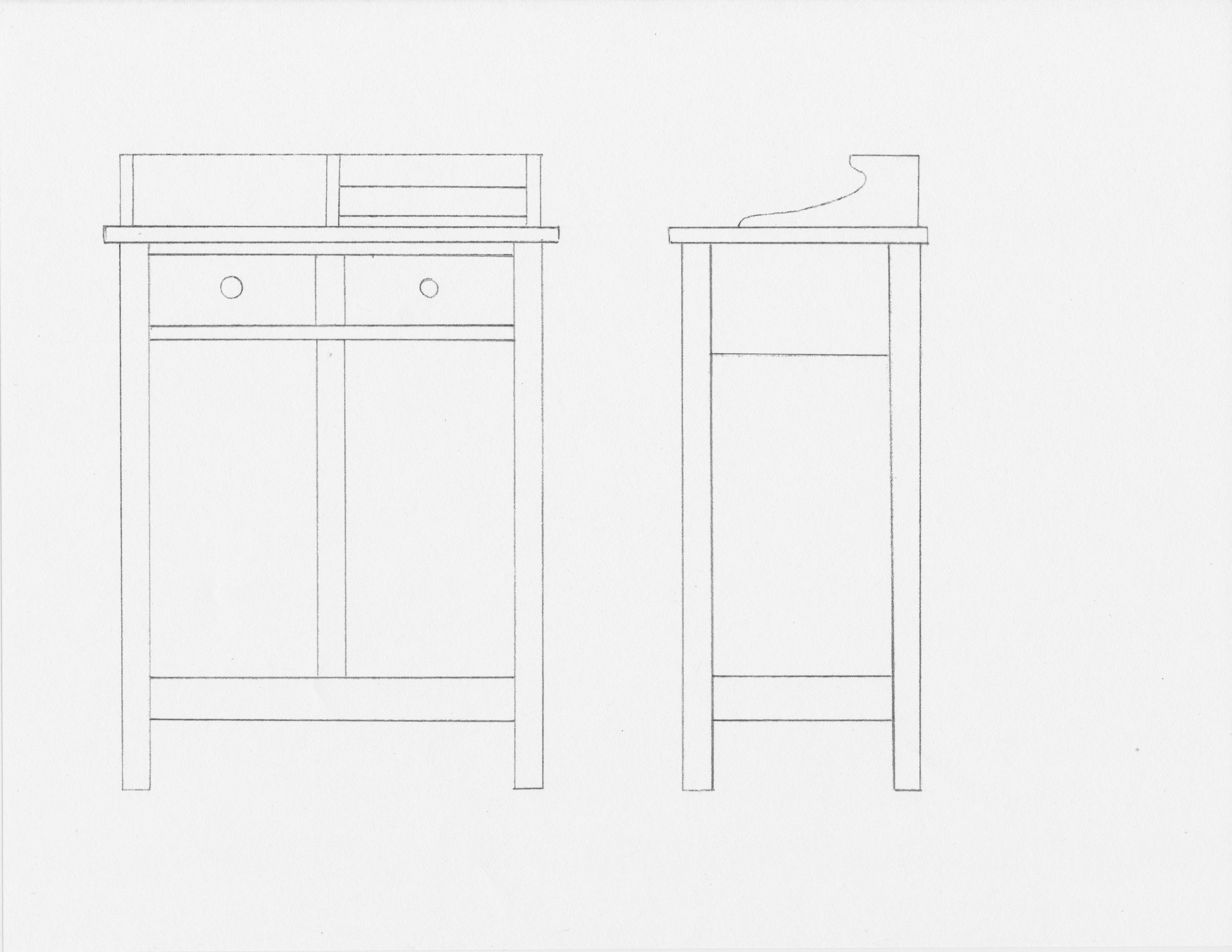
Clock/Diaper bench plan
Materials
In keeping with the tradition of mission furniture the original piece was done in quarter sawn white oak. I also wanted some nice solid hardwood for this piece but was not married to oak. Since time was of the essence and I had recently “workshop equilibrated” some cherry and ash boards for a Korean shelf project, I thought these could be nicely re-purposed here instead. In particular, I had some 4/4 quarter sawn cherry boards that should make for nice and stable leg parts. The table top would come from a 5/4 ash specimen, also with tight and uniform grain. 4/4 Cherry flat sawn boards would be used for the remaining external parts and various oaks and poplar for the draw components. I found some turned Shaker knobs for the drawers to complete the piece in keeping with the original design.

Cherry planks marked for cutting
Dimensioning
When making tables I like to start with the legs. In the end they will be the least conspicuous element, but during construction that’s where all of the joinery occurs. Our square legs would be 2 x 2 in. but since my boards were only half of this width they would first needed to be thickness planed, ripped and edge joined together. These were then smoothed with the scraper and cut to 35 in. length - as mentioned, a bit shorter than planned but a more convenient height for diaper operations. They would now be heavily morticed to accept the top and bottom rails that would connect it all together. This process can be made simple by adhering to common distances throughout: 1/4 in. set backs; 5/8 in. mortice depth; 1/2 in. wide tenons, etc. A few stop blocks and some forethought as to the order of operations and it all comes together rather easily. The tenoned pieces were fashioned last so that they could be formed to exactly match the width of the morticed openings. This was done at the table saw with a dado blade and then parred further with a shoulder plane to get a nice, “squeaky” fit. To join the center “post” I decided to use dowels instead of tenons. I always wanted to try my Dad’s old Dowl-it (no “e”) doweling kit and found that it worked smooth and accurate for this purpose. A very convenient contraption invented in 1949 and still in production, today.

The Dowl-it self-centering drill guide in use
The parts were then smoothed with a card scraper and readied for assembly.

All 15 leg parts ready to go.
I decided to use 3/4 in. plywood as a bottom shelf for the drawers to run on and this would be attached by pocket screws to the frame elements during assembly. The other interior parts assisting drawer operation were made out of scrap oak pieces. For the table top I cross cut a beautifully figured 5/4 ash board in half, thickness planed to a uniform 1 1/8 in. depth and edge joined the two pieces with the aid of wooden biscuits. This was then smoothed and cut to final dimensions with a track saw.

Glueing ash to form the top
Assembly & Finish
I chose to assemble the frame at this point, even though the trim elements for the tabletop would still need to be made. This would let me get started on the drawers, and the bench could also be carried back into the house for emergency diaper use should construction go slow. First, two legs and their connecting stretchers were glued together - one set in the morning and then the second set directly on top of that one in the afternoon. This maneuver lets me be sure that they are identical to one another.

Glueing the second leg assembly, templated on top of the first
Glue-up of the entire frame was accomplished the following day, employing extra assistance from my wife to limit the potential for catastrophe. These pieces can get both heavy and unwieldy towards the end of the tenon pounding & clamping process, but glue doesn’t care. The interior drawer parts were then cut from oak and glued/screwed in place.

Frame intact
Next came the drawers. I bought an extra 4/4 cherry board from a local yard and this would furnish both the drawer fronts and trim along the tabletop. The drawers were put together with the rabbeted half-dovetail joinery used in recent projects. It’s a clean, quick and easy method that yields a handsome product. You recall the sequence: [fit the drawer front; create the box and bottom; futz with the carcass dry fit; glue and dowel the drawer parts together; keep on futzing until you like the way it all looks and operates] x 2. Enjoyable work yet I sometimes wonder if we pay cabinetmakers enough.

Drawers complete
The final element is the trim on top that creates a border for the back and sides of the workspace. This was made from 3/4 in. cherry boards using finger joints to mate the corners. The shop-made finger joint jig used for the Rocky Mountain Clock served nicely here. First the trim’s back board was cut on both ends and then the two sides were taped together and the fingers cut-out in a single session.

Both side trim pieces being cut as one using the finger joint jig.
These side pieces, still taped together were then cut to a pattern on the bandsaw and finally made smooth with a rasp and sandpaper. To me this simple curve, copied from the original plan, evokes both the style and innocence of the 1920’s. Biscuits were inserted along the back to assure a uniform and secure attachment of the trim to the table top, and that top was then secured to the upper legs by way of four figure 8 “table irons”. Finally, a hole was drilled in each drawer front for the knobs.

Dry fit table trim
To prepare the piece for finishing, a light, whole body hand-sanding was conducted. This removed extraneous clamp marks and gave a uniform surface all around. The piece was then sealed and preserved with 3 applications of (satin) gel polyurethane. This coating is very durable and, to me, it is the best way to finish cherry wood without concern for splotching. The knobs, obtained on Amazon.com via China, were of some unidentified hardwood and, while each sports a different grain pattern(?), I decided to leave them alone and not stain them any darker. The existing color contrast of the ash and cherry was enough without adding a competitor. It seemed to work. Following a final (cloth) diaper buff the 1920s telephone table turned clock/diaper bench was complete.

Now, let’s put it to use.



The Candle Box

Some very old and dear friends of ours just purchased a very old home (the oldest, actually) in a very dear little town just outside of Boston. You think we’d be glad, and we were. However, this happy event presented us with a quandary: what to bring as a housewarming gift to a house that’s been “warming” for 275 years? Something solid, sturdy and timeless of course, but avoiding actual furniture yet staying within the bounds of a household accessory, what serves? From the title of this post you already know the solution but please read on.
It is hard for modern Americans to imagine life during Colonial times, when the original portion of this house was built, but it would do us all some good to try. Contemplating history helps to put today’s troubles in perspective and can even evoke pride in our ability to solve problems and overcome hardship. One of my favorite authors, Matt Ridley (biologist, journalist, viscount and former member of the House of Lords), published an interesting book a few years back called The Rational Optimist: How Prosperity Evolves. It is worth a read (and re-read) whenever you feel the need for a dose of perspective. On page 20 Ridley touches on the subject of lighting, specifically how much better we have it today than in times past. Comparing the tallow candles of 1800 to the compact fluorescent bulbs of 2010 and using average working wages for those periods he computes that one hour’s worth of reading light in 2010 costs 1/2 second of labor, whereas this would have required over 6 hours of work in that earlier time. Think about that. And since that comparison was made we’ve moved on to even more efficient LED bulbs. Prosperity evolves! Despite life’s ever present travails we need to appreciate how easy the act of living has become, and smile more often.
Where is this heading? Well we now understand how valuable candles were during Colonial times. In the days before paraffin, candles were generally made from a matter called “tallow” (hard fat) obtained from cattle and sheep, and a lot of effort was expended between pasture and parlor to create the one-and-only appliance that allowed us to see after dark. Once purchased (or made at home) candles needed to be both conserved and preserved. To make them last, they were continually snuffed out and relit, or carried from room to room. And to keep them from being devoured by house mice when not in use they were stored in wooden boxes. Aha!, the candle box.
Design
Candle boxes go back a long way and over time their form had differentiated to serve two distinct functions: 1. long boxes to store brand new tapers; 2. short boxes to store the mostly used but recyclable “stubs”. The simplest examples operate without hinge or hardware, using a sliding top to gain access to the contents inside. That’s the design we will use. Joinery was generally done by dovetails on the corners and the use of either pegs or nails to secure the bottom. This box will be patterned off of a design from a recent library book sale find, Country Pine by Bill Hylton. The dimensions used fall midway between the long and short boxes described therein and were dictated by constraints in the starting material (see below).
Materials
Like the originals, this box will be made out of pine. Specifically, old white pine that I had purchased a few year’s back from a guy named Craig on craigslist. Craig lives in Maine and buys centuries-old, dilapidated buildings there. He then carefully dismantles these structures and resells the wooden parts to people like me. In my “old wood” collection I found a 7 foot long tongue and groove panel and a piece of resawn barn timber that should serve our purpose, nicely. The panel contains nail holed introns spaced 16 inches apart, but good wood could be extracted from the exons in between (scientist talk).

Antique pine lumber.
Dimensioning & Assembly
Once it was decided exactly where along the 7 foot plank the box sides, top and bottom would be extracted from, the rest of the wood prep was straightforward: rip the edges to remove the tongue and groove milling; crosscut the sections to remove the nail holes; joint two edges flat & square; rip to exact widths; thickness plane to 5/8 in. (sides), 1/2 in. (lid), 1/4 in. (bottom); and then crosscut to exact lengths. It’s a sequence that varies little from project to project, yet never gets old. The lid and bottom pieces would be fashioned from two smaller boards each, first edge-glued to create a wider “board” and then cut to the desired dimensions prior to assembly.

Candle box boards
Next comes the fun part, cutting the through dovetail joints. First, a few final design specs needed to be fixed. The box sides are 3 1/2 in. tall and I decided that two dovetails would be used to join this span. The dovetail joint locks the so-called “pin” and “tail” elements together, and the remaining dimensions in play relate to the width of the pin and the angle of the tail. There are some general norms here associated with the era of construction (like men’s neckties, pin widths oscillate in and out of style) and the type of wood (softwoods such as pine call for a larger tail angle than hardwoods) but since there will be minimal stress on these corners it really all comes down to aesthetics. I chose the maximum width of these pins to be 3/8 in., and tails angled at 10 degrees, or a 1:7 pitch. The two long side boards were then marked on each end for the tail elements, clamped together and sawn as one. This was the first time I tried this joiner’s shortcut and it worked pretty well. I also made the cuts with a Japanese Dozuki pull saw for the first time. On softwoods these saws create nice clean lines with very little effort, I have to say. The other steps all went as planned, more or less, but are not detailed here. Suffice to say I still have a ways to go if I ever want to get good at dovetails.

Disassembled dovetailed box
The boards glued-up nice and square, and with a little hand planing, patching and sanding it made a solid box body. Next, the bottom board was cut slightly generous to the box perimeter dimensions and affixed using small finishing nails. The edges were then hand planed smooth and equivalent to the box sides.
The box lid will rest on top of the sides and needs only a groove in which to ride. I chose to “create” that groove by joining “L-shaped” trim boards along the top of three sides of the box. These were made at the router table by rabbeting excess side board stock. They were then mitered at the corners and affixed with glue. Probably not the way it was done in olden days, but the truth is I needed to work around some nail extraction damage in my antique pine and this was a simple fix: cut the wood up and then piece it back together.
After trimming the lid board to the correct width, three sides were beveled to create narrowed edges that would fit within the groove. To achieve the bevel I made a new panel raising jig for my table saw based on one described by Norm Abram (host of PBS’s New Yankee Workshop (1989-2009) and inspirational figure to self-taught furniture makers everywhere) in his book, Mostly Shaker from the New Yankee Workshop. This jig straddles the table saw rip fence and allows one to safely pass the panel to be beveled through an angled table saw blade. Works nice, and using an 80 tooth precision blade it yields a surprisingly clean surface which was then touched-up with sandpaper.
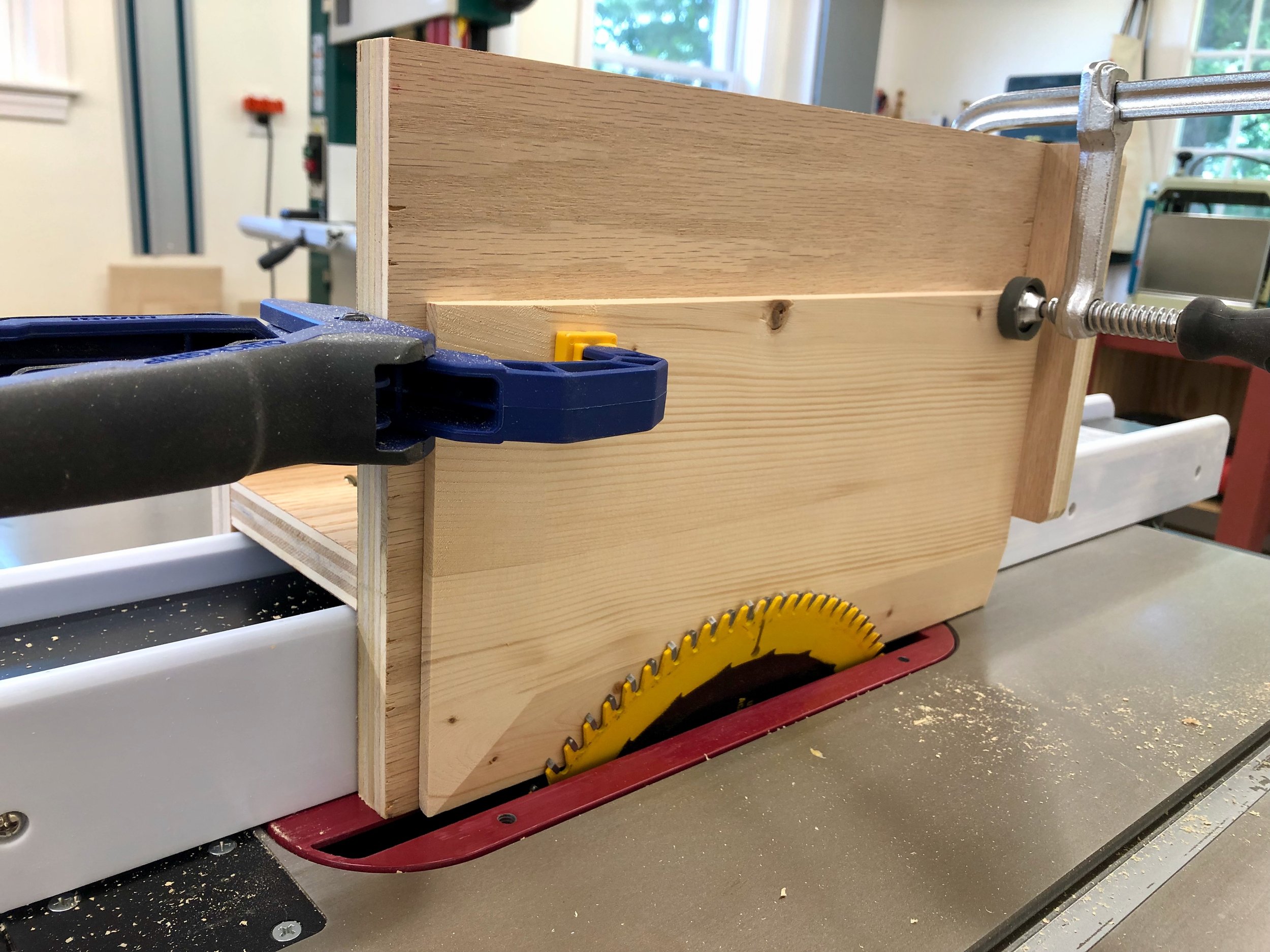
Panel raising jig in action
Once the lid was sanded and running smoothly within its track the final step was to create a finger pull. This meant entering the world of wood carving, or at least sampling the experience. Chiseling a partial cone into the soft pine lid seemed like a simple task but none of my flat edged tools could do the job. I needed a new gouge, of which I found there were plenty of styles, profiles and manufacturers to choose from. I was looking for the baby bear implement here (not to big, not too small, not too curved, etc), and after consulting with a son and nephew, who both do this stuff well, I settled for a tool of #6 curvature in an 8mm width. It worked great for this application and will no doubt be a useful size for other small furniture applications.

Finger pull and gouge
Finish
The final step was to finish the pine. Original candle boxes almost certainly would have been covered in milk paint, but modern sensibilities favor the look of wood. And the grain on this old pine is so captivating that I decided to go for an “unfinished” look. A single coat of satin gel polyurethane was applied on the exterior surfaces to highlight the changing grain colors, ward off fingerprints and achieve a bit of water-proofing but the internal cavity was left untouched. With a light steel wool buff that old pine felt like velvet and I decided to stop right there. After all these years it still has an eau de terpene air and seems eager to patinate again, in its new home.

Antique pine candle box …

at home.

Clock of the Westies

Clock of the Westies … get it? (all you Pop Rock fans of a certain age). Its meta-meta to be sure, being a pun on a famous spoonerism of the familiar saying “West of the Rockies”. It also describes my latest Project.
The occasion is the July wedding of my nephew Spencer to his lovely mate, Julia. They happen to reside west of the Continental Divide in Durango, CO which is where this “destination” wedding (for us) will occur, and my wife and I decided to gift them a clock to commemorate the event. Now, clocks are not traditional wedding gifts but they could become so in our family as Uncle Mark enjoys making them and he has no shortage of eligible nieces and nephews. Let’s see how this one goes.
Design
First, a bit about clocks. I like to explore Mission style clocks of the early twentieth century. I admire their “honest” appeal. Eschewing the intricate carving of German pieces, the stone and metalwork found in many French clocks, and the fancy moldings of early American designs, their essence is a simple profile and the seductive texture of wood. They also keep time, of course, but timekeeping was merely table stakes for marketing clocks during their heyday. The popular trends were set, and continually reset, by the case design. (Not unlike marketing automobiles on their chassis appeal.) For this Project I spent some time designing shelf clocks inspired by the Mission styles of the New Haven Clock Co. but decided in the end that these were still too made-up, too fancy. In my mind, a Rocky Mountain clock case needed to be plain-spoken and natural; in a word, “rugged”. But a rugged object that could still appeal to the eye. Going back to Arts & Crafts basics, I then conjured a modern version of the iconic Stickley mantel clock and found it to be both compelling and make-able. My guiding principle was: thou shalt not distract from the wood. A few changes were proposed in this case compared to Stickley’s design. Instead of a dodecagonal face with numerals, this one would be round and numberless (think Movado museum watch). I could also echo the round clock face opening with a circular pendulum reveal, common in other Craftsman and Shaker cases. A rough plan was drawn on graph paper but I was prepared to tweak all dimensions once the clock movement arrived and vital measurements could be made.

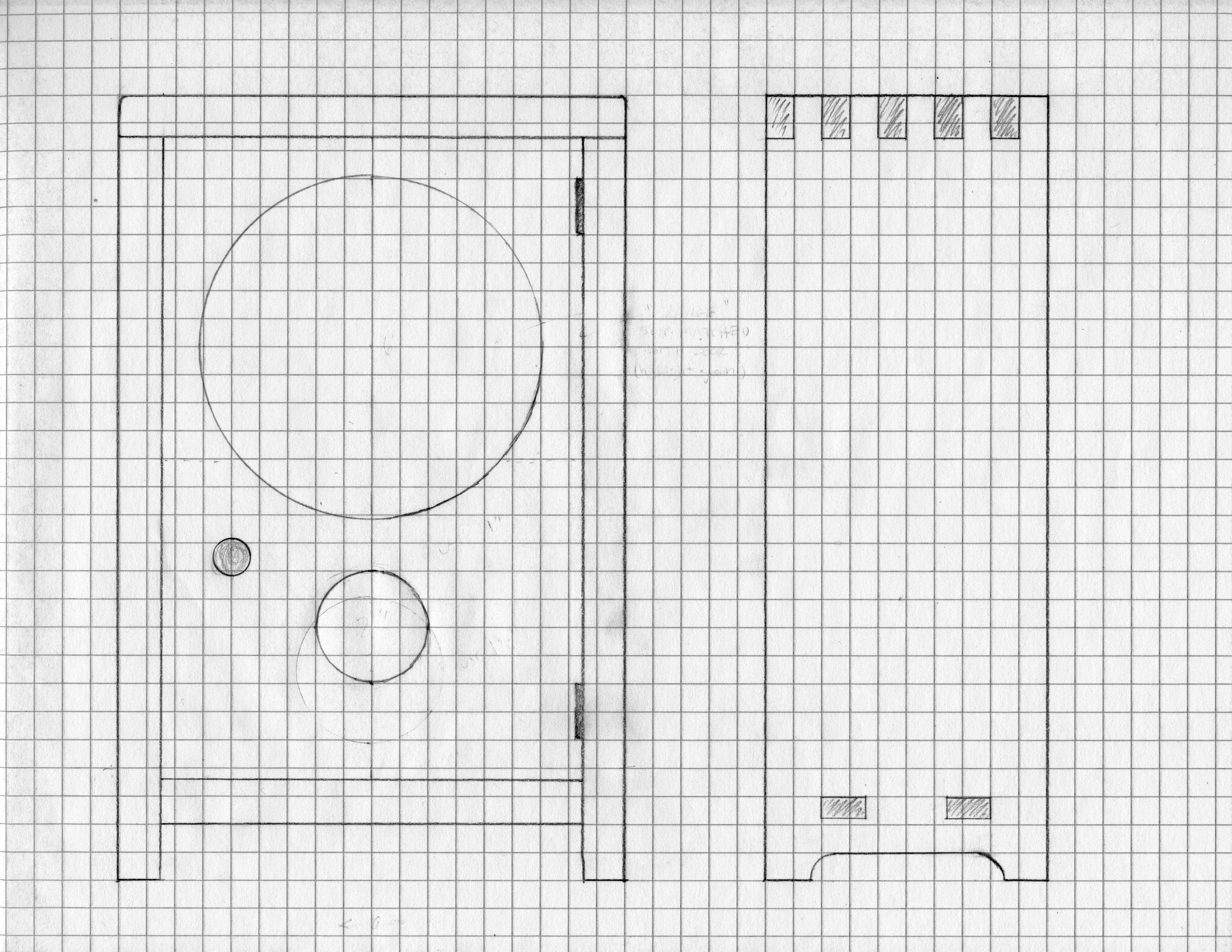
Materials
Butternut was the lumber chosen for this piece. This wood, Juglans cinerea, works easily and is remarkably soft considering its close relation to black walnut, Juglans nigra. With its dramatic grain and subtle orange-brown tones, butternut is the wooden equivalent of tanned leather. A single, 5 in. by 8 ft. plank of 4/4 stock should be all it takes to make the case. The clock face would be made of a less figured wood (TBD).

Butternut clock stock
The rest of the materials are all metallic and mostly brass: the clock movement; pendulum; key; gong; grommets; hands and hinges. Everything but the hinges was procured from Clockworks, a terrific online clock parts store. Primarily serving the clock repair trade, they carry all manner of high quality horological goodies. Also, their informative website and live technical support are extremely helpful to the amateur clockmaker.
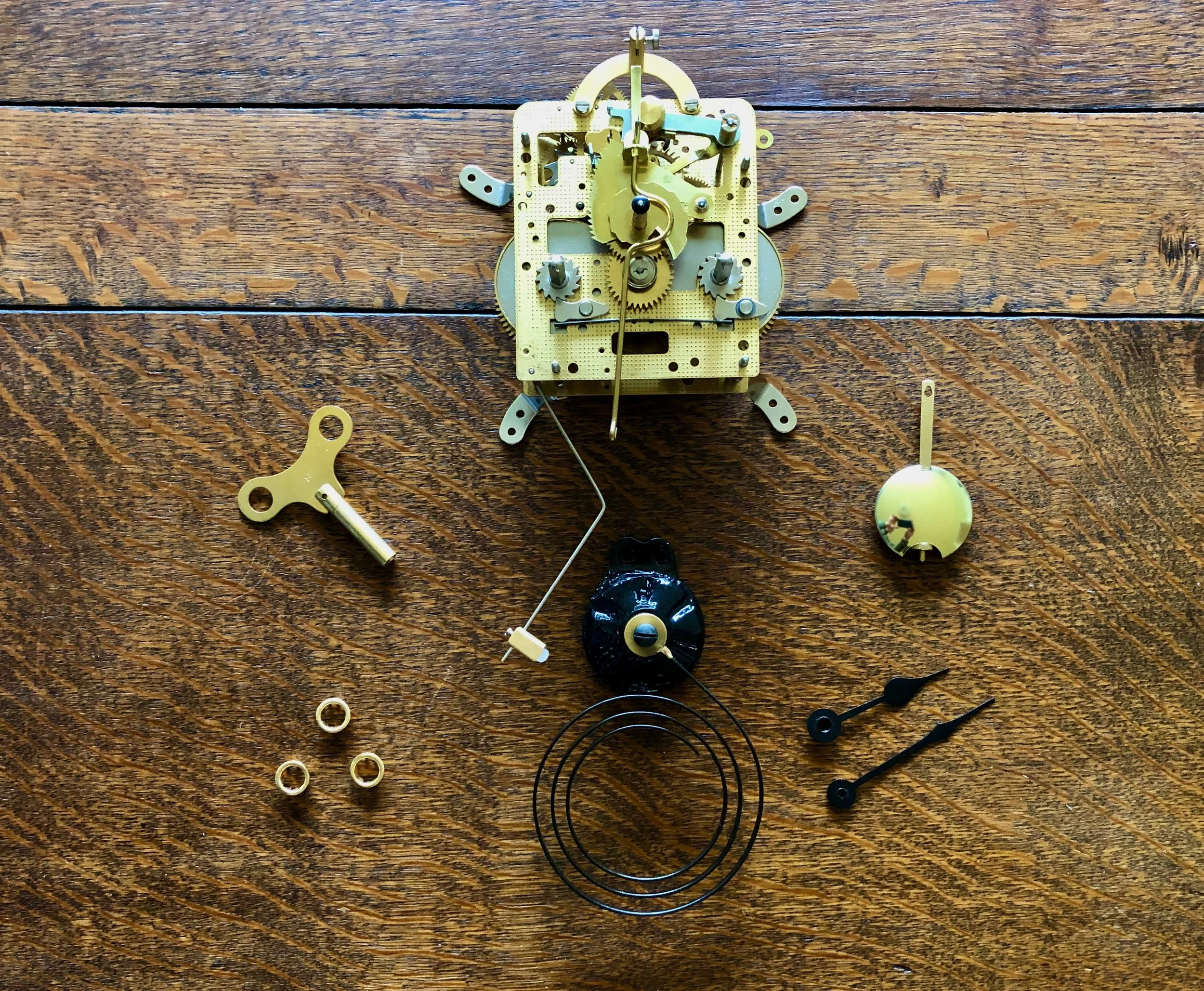
Clock components
Dimensioning
The clock case would be made from 3/4 in. boards, whereas the backboard, door and face would use thinner material. These thicknesses were created using the appropriate power tools and the mill marks then removed by hand before making the joint cuts. Like Stickley, I decided to use through tenons to fasten the bottom of the case, but opted for finger joints, rather than dovetails, for the top corners. Both finger and dovetail joints look beautiful when finished and, admittedly, both are overkill for this stress-free construct. However, finger joints would let me try something new and they also keep the shape repertoire for this elemental design down to two (circles, rectangles, trapezoids). But before I could cut the finger joints I needed a new jig.
Finger joint jigs come in several forms depending on whether you wish to create the joint using a router or table saw and, although commercially available, I prefer the homemade versions. Jigs for the table saw can be created by tinkering with a cross cut sled or by modifying the saw’s miter gauge. I opted for the table saw miter gauge version and, specifically, that jig described in a recent library book sale find, The Accurate Table Saw by Ian Kirby. Basically, this jig provides a mechanism to smoothly pass a vertically-oriented board through a spinning dado blade. The critical element is a 1/2 in. wide block of wood (aka key) that is affixed 1/2 in. to the right of the blade slot. The joint is cut by repeated passes through the 1/2 in. dado blade as the board is “marched” rightward in 1 inch steps. It works great, is easy to make from shop scraps, and you can get the whole concept from the picture below.

Shop-made finger joint jig in action
The fingers were fashioned on the top and side boards, and I also found that a simple modification of this jig could be used to accurately cut the tenons in the floor board. These were then dry-fit to describe the enclosure. Next, the clock mechanism was assembled on a stand and placed within the “case” so that the floor height and other critical dimensions could be fixed. The mortice sockets for the floor and rabbets to accommodate the backboard were now ready to be fashioned. Figuring out how to attach the movement to the case would await the next dry-fit.

Clock movement mounted on a stand within the partial case assembly
Two mortices were cut (1/2 x 1 in.) on each side piece and then the tenons of the 3/4 in. thick floor piece were rabbeted to the correct 1/2 in. depth for a snug fit. Next the backboard was constructed by re-sawing a 4/4 butternut plank in two, thickness planing these pieces to 3/8 in., edge joining them together and then trimming this “new” board to the final width and length. A rabbet was then created along the back edge of the four case components to house the backboard. The design of this particular clock movement requires that it be mounted to the back of the case. The clock and backboard would then be secured to the case sides by screws to facilitate its removal for servicing of the mechanism over time. However, attaching the clock directly to the backboard would place the clock hands too “deep” within the cavity and so a square piece of 1/2 in. plywood was affixed to the inside to act as both a shim and a stiffener to prevent warp. A small cove cut into the bottom of the plywood allowed the gong to nestle into its proper place. The clock movement was screwed to the center of this board and then the entire construct attached to the dry-fit case using brass, pan-heads.

Movement and gong temporarily mounted in place
With the movement mounted in its final position the pendulum was attached and mock doors were cut from cardboard to help visualize how the different circular openings would work. In this design, a circular opening in the door creates the clock “dial” and, due to the chosen case width, this circle must be centered at a point 3 3/4 inches from the top and sides. Located 4 3/4 inches directly below this coordinate would be the center of the pendulum, and a smaller circular cut-out was proposed to serve as a window on its movement. The diameters of these circles were the design variables in play. The hands selected for this clock serve a 6 inch face, and a circular cut-out of this size would be the largest feasible opening in a 7 1/2 inch wide door. I liked the boldness of going to the max here. Below this, the pendulum bob could be nicely framed within a 2 inch opening and so a mock door with a cut-out of this dimension was tried first. Result: too large; too much underlying commotion. Next, to focus solely on the pendulum bob, a 1 inch diameter hole was tried. Result: too small; too distracting. I could have kept experimenting with other diameters but based on the first two results I was now concerned that any opening here would only detract from the beauty of the clock as an object. I then tried a mock door without any pendulum window. I liked how this version celebrated the proportions of dial opening to door mass and then I recalled the “thou shalt not distract …” motto. Decision: forgo the window; let wood do the work!

Mock clock doors
To make the door, the remaining butternut was re-swan at the band saw and subsequently thickness planed to a 5/8 in. depth. This was then chopped, jointed, ripped, glued and smoothed (all with great care) to create a slightly oversized door panel ready for the circle cut. A similar sized board was created from the leftover “end cuts” to serve as a test subject for this crucial procedure. To fashion the circle, I decided to use an adjustable circle cutting device at the drill press. This “cutter” consists of a bit that fits into the drill chuck and serves to register the center of the desired hole. Attached to this bit is an adjustable arm that holds a sharp piece of steel which spins along the desired circumference, thereby scribing a circle into the wood as the drill press is lowered. During the test run I found it was difficult to dig more than halfway into the board without the cutter continually seizing up. To remedy, I removed the board from the drill press, completed the central hole puncture with a hand drill, flipped the board over and re-mounted the circle cutter with precise alignment using this hole as the guide. The remainder of the cut on this “backside” proceeded as before and just as the knife began encountering difficulty it broke through. The result was a nice clean circular edge on both surfaces with a fuzzy “rind” of rudely severed fibers left in between. The rough parts were knocked down using sandpaper to create an acceptably circular hole. Cutting and sanding the “real” door in this manner proceeded without incident. Finally the sides of the door were shaved with a hand plane to achieve the desired fit within the frame.

Cutting the “dial” on the drill press
To complete the case I needed only to: 1. shape the legs; 2. mount the clock face board; and 3. create mortices for the door hinges. The legs were easily fashioned from the side boards by drilling two 1 1/4 in. holes along the bottom edge at the drill press and then trimming the resulting “isthmus” at the band saw. For the clock face I wanted wood of a color that would both harmonize with the butternut case and also allow the black hands to be easily read at a distance. I chose some antique curly maple left over from the Stationery Chest Project for this. Its subtle character fits in nicely and could either be left bare & light or dyed some interesting shade, TBD. The chosen board was thickness planed to 5/16 in., smoothed and then cut to size. The tricky part is drilling holes for the hand shaft and winding arbors at the proper positions. Happily, upon request, Clockworks was able to provide the numerical spacings for these elements, as direct measurements on the movement are difficult. Once the holes were drilled I was able to rout a shallow trough on the backside of the face, above the hand shaft, to allow the movement’s front-mounted suspension spring and pendulum leader to swing freely. Four spacers were then prepared from butternut scraps that can be attached to the interior sides during assembly. These will support the clock face at the proper distance from the movement. Finally, mortices for the brass hinges were cut into the door and case side using a chisel. This is always a tricky job for me, but with patience it appears that I managed to cut out just the right amount of wood this time.

Door and case morticed to receive hinges
Assembly & Finish
After disassembling the dry-fit case and clock components (all the while making notes on the proper order for their re-assembly) it was finally time for glue-up. The mortice & tenon joints at the bottom were an ideal fit, but the finger joints up top were on the tight side and so glue was applied sparingly there for fear of swelling the wood prior to closure. Anyway, the case came together nice and square. Once the glue was dry the slight finger and tenon protuberances were all planed smooth and the case was sanded to 220 grit. Final sanding of the door and backboard were also conducted at this time. The plywood spacer board was then glued and screwed to the backboard and, with this piece tucked temporarily into the case, the four spacers for the clock face were attached to the case sides with glue. Dry-fitting the face board at this point revealed an unexpected challenge. The pendulum on this clock swings in front of the mechanism, and the hook at the end of the leader on which the pendulum mounts arches outward from the shaft just enough for this “highpoint” to rub along the interior of the newly mounted clock face. Routing out a slot, as for the suspension spring above, did not completely alleviate this friction source and so a 1/4 x 1 in. inch slit was cut out of the face to ensure the pendulum would swing freely. This slit is visible as a “feature” near the bottom of the dial, allowing a glimpse of the inner workings as the clock ticks away. Unplanned, but not unattractive.
On to the finishing steps. I liked the color of the butternut but would also be happy to see it darken over time. To assist the aging process, two applications of boiled linseed oil were applied (a 50/50 cut with mineral spirits, followed by a full strength coat) and after a couple days of curing, three coats of Arm-R-Seal wiping varnish were laid on over successive days. I used the satin sheen version of this product and find that it adds just enough life to the finish without tempting glare. The maple clock face, sanded to 400 grit, was finished with wiping varnish only. On test pieces I had played around with a couple dyes in the orange family. This color on the curly maple figure is stunning, but when placed behind the butternut door it made the clock appear disappointingly “artificial”. Good idea, but for some other Project.
A typical furniture piece would be complete right about now, but clocks are special; they need to both look good and also operate properly. The clock mechanism operates just fine as far as accurate gear movement is concerned, that was assured at the factory. Getting the gong right is the clockmaker’s job and involves two operations: aligning the hammer strike; and adjusting the minute hand. The hammer can only be aligned once all of the clock components are in their final position and so the movement was screwed to the backboard one final time and then held upright with a wood clamp while the pendulum and minute hand were affixed. To align the hammer, the thin steel rod supporting the head is bent/twisted, as required, to obtain a solid and squarely hit strike onto the outer ring of the metal gong. After aligning the strike I was able to adjust the length of the arm via a set screw on the head and then nip off the extra section of rod with wire cutters. A strong, stately gong every half-hour was the pay-off. Finally, the clock needed to be calibrated so that these gongs occurred whenever the minute hand was either straight up or straight down. This involves the iterative adjustment of a “square-holed” bushing nestled within the minute hand, itself, so that when pointed straight up it matches the rotational orientation of the square shaft when the gong hammer is released. A couple rounds of bushing twists followed by minute hand twirls and this clock was singing on the beat.

Adjusting the gong
The rest of the assembly proceeded as follows: mount the clock face with care to center the stem and arbors within their holes; press-in the brass grommets; attach the door hinges; mount the clock hands; and finally attach the pendulum. I chose to wait until this point to select and then mount the door knob. Torn between a wooden or a brass knob I collected a couple versions of each and then waited to get a feel for the finished clock, with the hopes that the choice would become obvious. Choice: brass. I liked how this material combined with that of the hinges and grommets to complete the exterior look and somehow suggest that there’s more brass to be found within. The knob’s mid-century design also kept things simple and round. A pleasing finishing touch.

Clock of the Westies
Congratulations Julia and Spencer! Time to enjoy a wedding.

4 Drawers

Those of you following along from the early days will recall the Stationery Chest and might be wondering: “hey, what ever happened there?” Good question. The short answer is that, partially completed, it had been moved out of the workshop and was biding time in a spare bedroom while its maker tackled other Projects and gained experience. Those Projects have lulled and, fresh from a valuable tutorial in drawer building with the Ledger Chest, I was now anxious to finish off this piece and place it in our living room where it belonged. Here’s the story.
The carcass of this chest was completed in early 2021 following plans from a book on Korean furniture making. This Project was a good challenge for me, involving the rehabilitation of some beautiful but twisted curly maple lumber, as well as a foray into novel woodworking terrain, specifically the mitered dovetail and Korean swallowtail joints. The piece shows clear signs of not-yet-craftsman-like “craftsmanship” but I’m getting there. My hope is that a solid job on the drawers and some care with the finish will create a handsome and functional piece.
Design
The plan calls for “inset” drawers which is what will be made. The sliding mechanism for these drawers, not even contemplated until now, will be a platform created using small plywood boards affixed (out of sight) to the bottoms of the drawer partitions. Corner joinery is stipulated in the Korean language plans to be half-blind “fist” joints (aka dovetails) but here’s where I’ll go off-road. Never having made these joints before, I did not want to wade further(x4) into unexplored territory on this piece - it has seen enough already. It also turns out that, upon measurement, the drawer openings are “a tad askew” and that felt like trouble when trying to fit an uncompromising joint like the half-blind dovetail. In contrast, joinery used recently for the Ledger Chest drawers, the rabbeted half-dovetail, appeared to be forgiving in that dimension. It is a nice drawer joint and was the one selected here.
Note added in proof: I have looked up some old Korean cabinets in online auctions and have yet to find a dovetailed drawer - they are all butt jointed. Makes me think the literature contains revisionist methodology, but more research is required.
Materials
Aside from the maple carcass, we would need additional maple for the drawer fronts and some reasonable hardwood stock for the concealed drawer parts. While I had planned to use yellow poplar for the interior drawer components, I was “fresh out” of that wood. However, I did have a pile of “extra” hardwood scraps, accumulated over a couple years of project making. I decided to use some leftover African mahogany for the drawer sides. Why not? I came across a twisted mahogany board that would be difficult to work with as a furniture element but, re-sawn into thin planks and then chopped into 8 inch parts, this hard, well-behaved wood could serve nicely as drawer stock. Might be a good look, too. Baltic birch plywood would be used for the drawer bottoms.

Wooden parts to complete the Stationery Chest
Consistent with Korean form, the drawer handles used would be single hooked, so-called “drop” pulls. These handles are quite unassuming compared with the hardware typically used to set-off (if not define) Korean furniture, but they should work well here where curly maple has the starring role. I found some Asian designs at a new online source for me, Ansaldi Furniture Hardware, which carries a wide selection of brasses. They seem solid and have just the right look. The design I had chosen for this chest is a variant of what Koreans call the “heavenly peach” and apparently this was the most commonly used handle for men’s stationery chests.

Heavenly Peach drawer pulls, in brass
Dimensioning
A piece of antique curly maple, the same as that used for the carcass, would form the drawer fronts. After removing decades of dusty accretions with a belt sander the 3 ft. long hunk was jointed flat on one edge, re-sawn into a pair of thinner planks and then jointed/thickness planed to a final width of 3/4 in. These beautiful boards will be used in a book matched orientation for the drawer fronts. (Although, since the pivot was on the short axis, it seemed more like “straight razor” matching.) To the extent that the finished grain shows its character, this should create an attention-grabbing, 56 inch flow across the entire front of the piece.
The drawer fronts were chopped to rough width, labelled 1-4, and then custom fit into their individual cavity openings. As mentioned previously, these openings were all about a degree off from 90 and so the sides of the drawer fronts needed to likewise conform with these slants. Now, hand planing along the end grain of wood is tricky business and so to create the new edge I found it easier to mark a line on the drawer front parallel to the cavity opening and then perform the angled cut along this line with the sliding miter saw. This saw comes equipped with a laser that casts a red beam directly below where the cut will occur. No need to measure angles, just align the laser with the pencil line and saw. I refer to this technique as “power fitting” and it may take a few centuries before it can be considered a traditional method. (Of course, by that time lasers are doing both the marking and the cutting, saw blades having become obsolete.) Anyway, it works pretty well today and it rapidly facilitated the nesting of all four drawer fronts.



Drawer fronts fitted to their cavities
Next, I needed to create the sides, backs and bottoms of the drawers - 16 pieces, in all. This was done essentially as described for the Ledger Chest in episode 2 and need not to be recorded here. However, I did make one improvement worth noting. The half dovetail cut at the router table for the side pieces involves a vertical board orientation, where the end grain is slid along the table’s surface as the cut is occurring (illustrated below). That “surface”, surrounding the router bit spinning @ 23,000 rpm, is made up of a melamine table top, aluminum router plate and a circular plastic collar. As these materials do not abut smoothly, the resulting bumps, even though minuscule, are enough to make for a troublesome cut and a rough looking result. To eliminate this source of imperfection, I fashioned an auxiliary table top out of a small piece of dry erase board stock which allowed the mahogany boards to slide through the cutting bit with ease. Good solution with many more applications to come!

Mahogany drawer side being cut by a dovetail bit while sliding on the white auxiliary table top
Assembly & Finish
With a few hand plane strokes and some sanding, the labelled, dry-fit drawer constructs were methodically “futzed” into their cavities until they all operated as intended and a reasonably uniform gap pattern was achieved along all of the edges. The drawers were then disassembled and re-assembled with glue and clamps. Once dried, hardwood dowels were used to pin the front corner joints and the sides were then re-sanded smooth.

Fully assembled drawers
Finally, the carcass needed to be finished. That started with addressing the dovetails. The end grain portions of both the pins and tails stood somewhat “proud” of the joined surfaces (oh well, at least one of us was proud). While not uncommon in this type of joint, these protrusions would need to be leveled prior to the final sanding. Cutting lightly with a sharp block plane, they were slowly whittled down to “flat”. The sides and top were then smoothed with an orbital sander, progressing through a 120/150/220/400 grit sequence to make it look shiny-clean. Next I tried a technique for finishing “inset” drawer fronts that I read about in the handy reference book Building Doors & Drawers by Andy Rae. To begin, the carcass was flipped onto its back and small felt pads were affixed to the backside of the cabinet interior. These pads touched the rear of the drawers so that when fully inserted their faces peeked just proud of the frame. Sighting down the surface now reveals the topographic undulations of drawer front and frame elements which would be corrected in the following manner. The drawers were wedged tight within their opening using softwood shims and then the entire surface was worked carefully with the orbital sander using a 150/220/400 grit progression. Once everything was smoothed to satisfaction the shims were knocked through to liberate the drawers. Not perfect, but much better than the original state. The empty carcass was then flipped upright and all of the right-angled edges were “broken” using sandpaper to achieve a soft feel while retaining a sharp look.
The final step was to apply the finish. I had experimented earlier on a sample board where portions were first treated with either: 1. de-waxed shellac; 2. linseed oil; or 3. wiping varnish, followed by two coats of wiping varnish over all sections. It seemed the curly maple grain was highlighted nicely in every case, with the linseed oiled portion taking on a noticeably oranger hue compared with the others. Over time, that oiled portion would likely darken faster than the other two segments but that was not my goal on this piece. I was seeking to do right by the curly wave patterns in the wood and it looked like the Arm R Seal wiping varnish beat-out the shellac in this instance. Three coats of wiping varnish were then applied, with some minimal sanding in between and a buff job at the end, to finish the wood. Installation of the heavenly peach drawer pulls at last completed the Korean Stationery Chest, a good learning Project for me and a fine addition to our living space.



A Bluebird Home

I took a couple days in between furniture Projects to make a new bird house. Here’s the story.
Of all the delightful songbirds of New England, the Eastern bluebird (Sialia sialis) is my favorite. Not as charismatic as the feeder birds, not as regal as the robin, nor melodious like the wrens, bluebirds are, hands down, the most handsome. Of course, all of these descriptors are human-defined attributes that we project onto the creatures sharing our world. That’s okay if it helps us to appreciate their existence, and the valuable niches they inhabit alongside of our own. My wife and I enjoy promoting an environment where wildlife, and in particular birds, can thrive through the cultivation of native plants (aka weeds) in our gardens, augmenting the understory shrubs to create border sanctuaries, and by permitting much of our backyard to become an un-mowed meadow. Providing water sources and housing also helps to sustain an amazing variety of birds on our property: 44 different species have been recorded to date; 12 of which are verified nesters. As it turns out, bluebirds are especially reliant on human-made houses for they require a cavity, such as a hollow tree, in which to build their nest, and available cavities are scarce. Decaying trees tend to be removed before they can fall and cause property damage, and the hollowed ones that remain are hot commodities for a wide range of birds and mammals. Bluebirds hardly stand a chance. We have 2 bluebird houses in our yard that have hosted their namesake families, as well as chickadees, house wrens, tree swallows and (ahem) house sparrows over the past two summers. They are each booked 2 or 3 times during the busy season of April through July and also serve as a shelter for many species over the winter months. One of these structures had developed a crack in the roof board and upon closer inspection was generally rotting away. Time to build a new house!
Design
Birdhouse design follows some rather strict dimensional constraints that vary depending on the species you seek to accommodate. The entrance hole diameter, height of that hole above the floor and the inside floor dimensions are key. Fortunately, these parameters have been worked-out empirically for all of the box-nesting birds and you can find them listed in many reference books and websites. The remaining house features are secondary and, in general, less is best. For this bluebird house there will be nothing cute or gingerbread. No perch, no paint. In addition to the appropriate “box”, the proper habitat and height above the ground are important factors for nesting success. Bluebirds like to be out in the open and about 5 feet off of the ground - easily done. Two distinct bluebird house designs have evolved over the years and you have probably seen them both if you look about roadside fields and fence lines. I have chosen the simpler of these in an attempt to duplicate (with improvements) the house that I am replacing. The plan comes from an amazing book found for $1.00 at the annual Harvard, MA library book sale: Woodworking for Wildlife by Carol L. Henderson. This beautifully illustrated and informative work was produced by the State of Minnesota, Department of Natural Resources, specifically funded by the proceeds from that checkbox on the State’s tax forms. Hunh?! Anyway, I will be following their crystal-clear plan which “… may be reproduced for non-web educational purposes only.” Sorry. Just get the book, you’ll like it!
Materials
The beauty of this birdhouse plan is that in can be constructed entirely from a 1 in. x 6 in. x 6 ft. long piece of lumber, provided you make no mistakes along the way. I bought an 8 footer. Their box is fastened by nails, but I will use steel screws to match the expected longevity of the rot-resistant Western red cedar wood.
Dimensioning
The box is constructed of six parts, all 11/16 in. thick and 5 1/4 in. wide (i.e., the actual dimensions of my nominal 1 x 6 board). That means five chops at the miter saw and a rip cut to narrow the floor board is the extent of “woodworking for wildlife” to be enjoyed on this one. Take it slow; make it last. There is also some drilling to create the entrance hole and floor drains which was accomplished at the drill press. A hand saw and hand held drill would also have done the trick, so if you have any tools, and are so inclined, I encourage you to make your version of this house and mount it somewhere before Spring comes.

House parts
Assembly
Assuming squarely cut materials birdhouse assembly is a matter of lining things up appropriately and then fastening the parts together. I started with the floor board which is elevated about 3/4 in. off of the “true” bottom to avoid moisture creep from the walls. The floor is attached to the front, back and left side walls with 2 screws per side. The right wall will hinge and thereby serve as an opening for nest inspection and clean-out. It was attached to the front and back by using two stainless steel pan head screws affixed near the top. These screws need to be co-linear for they serve as a pivot hinge. The left side was then screwed to the front and back to complete the cavity. The roof comes next. I had toyed with a pitched roof, similar to the old house being replaced, and had even cut the appropriate parts at a 10 degree angle to make this happen, but the dry-fitted structure looked somehow “uppity”, whereas, the flat posture appeared more “welcoming” (now applying human-defined attributes to the inanimate). And since shedding rain on a surface this small is secondary to the hunting perch function served by bluebird house roofs I re-cut the parts square and went with that form. After creating a small ventilation space between the top of the walls and ceiling the roof was screwed into place. I chose to countersink the screws connecting the body of the house and then filled these divots with cedar plugs to enhance the look, however, I kept the roof screws accessible, just in case it needed a replacement before the rest of the dwelling succumbed. Finally, a small screw hook was installed to act as a door latch and the house was then bolted to that rusty pole in the front yard. A couple hours later we spotted a happy bluebird couple beginning to establish their squatter’s rights.
“Everything is satisfactch'll”!



The Ledger Chest, ep 2

“Anybody up for some D&D*?”
- common query among First World youth of all ages
*Doors & Drawers (What were you expecting? A game?)
When we last left our Project, the ledger chest was brimming with adolescent potential. Although fully grown, it possessed less than half of its eventual 97 parts, was partially varnished and still devoid of adult features (doors & drawers). Sitting obediently in a corner of the bench room it was like an adorable puppy, in cherry. This post describes the events associated with its maturation.
Now, books have been written on the subject of door & drawer construction - good books. The best I’ve found is imaginatively titled: Building Doors & Drawers, by Andy Rae. Better late than never, I came upon this gem midway through the Project. It thoroughly covers all of the bases but, since every project is different, it is ultimately up to the furniture maker to take in the accumulated wisdom and then go figure things out for themselves. The “things” being design, construction and fitting.
Design
Doors: Like the sides of this chest, the sliding panel doors would be horizontally barred. And because of the door’s slender, 5/8 in. build (dictated by the grooves already fashioned within the carcass frame) it would be best to insert the panels as individual slats housed within these “bars”, rather than apply them to the backside as a mirror board. This should result in a sturdier door, meaning one more resistant to warp. This “frame-and-panel”construction method differs from the carcass work, however, it was apparently the one used most prevalently on tansu doors*. The remaining design decisions then relate to the widths of the door stiles, rails and panels. These were worked-out and drawn as a pattern on graph paper for handy reference in the workshop.
*Details of tansu construction were gleaned from the well-written and beautifully produced reference book: Heineken, T., Heineken, K. Tansu: Traditional Japanese Cabinetry, Weatherhill: New York, 1981.

Working plan for the door panels
Drawers: This piece has 3 drawers of the so-called “flush” or “inset” variety and, like all drawer types, the primary design decisions relate to corner joinery and sliding mechanics. The bottoms of authentic tansu drawers slide on a platform without the use of guides and that was the mechanism to be used here. Tansu drawer corner construction, as I was surprised to learn, relied on butt joints, further secured by the use of wooden pins (dowels). The typical dovetail joints used in China, Korea and the Western world were not generally applied to the drawers of Japanese tansu. Tansu, being storage chests, arose from the box trade and were not produced by bone fide furniture makers until the later years, which might explain this difference in technique. Anyway, I came across a sophisticated variant of the butt joint called the rabbeted half-dovetail joint which, when pinned with dowels, is reputed to be a strong fastener for drawer corners. It looks sharp and would be easier to fashion than the familiar, but in-authentic, half-blind dovetails so I thought I would give it a go.
Materials
Cherry milled to 4/4, S3S at the lumberyard would be used as the primary wood, with yellow poplar and Baltic birch plywood employed for the non-visible drawer elements. I chose the S3S (surfaced 3-sides) cherry material so that there would be no surprises with regard to grain pattern or sapwood. The actual 3/4 in. thickness of this material was also perfect for our needs.
Dimensioning
Doors: The vertical, stile, portions of the doors are the most important contributor to structural stability and, as such, I sought to use the straightest grain wood for their construction. I have read that the edges of typical flat sawn boards will often possess grain at a 45 degree angle to the board face. Extracting wood from this area, then, is equivalent to procuring a rift sawn board - a most stable configuration. At the lumberyard I had selected two flat sawn boards of similar color and grain (most likely derived from the same tree) for the door elements and, sure enough, both contained “rift sawn” edge character. The boards were ripped at the table saw to liberate this portion, and the remainder then used to create the rails. The long planks were then chopped into 48 in. halves, flattened at the jointer and then thickness planed to 5/8 in. Finally, they were cut to the dimensions prescribed in the plan.
All of the fourteen door frame parts were then scored down their centers to create a 1/4 in wide groove that would receive the door panels and rail tenons. Deeper mortice sockets were also created at the ends of the stiles to receive longer, haunched tenons from the top and bottom rails. I also wanted to create a deeper mortice to house the middle rail to be sure that the alignment of rails between the two doors would be co-linear, as intended. Were I to simply stack in order: panel; rail; panel; rail; panel; rail; panel during door construction, a slight mis-alignment near the bottom would mean everything would be off on the way up. It was my hope that registering the center rail of both doors would head-off any propagation of error. Anyway, these deeper sockets were easily bored at the mortiser.
The exposed portion of the rails were all the same length, of course, but door construction required either 3/8 or 3/4 in. long tenons on their ends. To ensure uniformity, all of the rails were fashioned at the table saw to be identical, with 3/4 in. tenons, and then the ends of some were trimmed to create shorter parts, as required.


The door panels were made in the same manner as the side boards of the carcass described in episode 1, slip-matched. After scraping and sanding smooth, these constructs were ripped to the desired width and then cross cut into 3 inch tall “mini panels”. During construction, the “minis” would be inserted between the door rails and, in order to maintain the illusion of grain continuity, a small waste strip was cut and discarded before sawing every keeper panel. A fence set at 3 inches on the table saw and a stop block set to 1 inch at the sliding miter saw allowed me to jump between tools to made quick work of the 8 panel parts.

Dry-fitted panel doors
The final door elements to be added were the finger pulls. Thin, metal-lined “troughs” will fill the pull opening and these required a 3/8 inch deep recess into which they could be tapped once the varnish had been applied. The openings were fashioned at the mortiser and then cleaned-up with chisels to make a smooth fit. On to the drawers!
Drawers: During my early years as a synthetic organic chemist I learned the value of “model studies”. Here’s how they go. In the course of conducting the total synthesis of a valued molecule (an often pioneering and lengthy endeavor), whenever a crucial series of chemical reactions were planned they were often first carried out on a simpler, structurally related “model” compound. These valuable detours served to demonstrate the feasibility of an idea, develop technique, and preview any unforeseen “gotchas” that could otherwise derail the main effort. I decided that working out my drawer plan on a “model system” would be prudent in this case, as well. It’s not that drawer construction is a such novel or heroic undertaking, only that it is to me! I will spare the details of the experience here and just list the 10 steps in sequence to give you an idea of how these drawers came together. The trail was blazed with the model and then readily traversed by the three keeper drawers. There are other patterns and joints that could be used to make this element, but following these steps created a nice, solid drawer.
dimension and smooth the cherry drawer face stock (miter saw, table saw, jointer, thickness planer, card scraper)
fit the drawer face to exactly match the dimensions of the opening, leaving a little extra space along the top for seasonal wood expansion, given a wintertime assembly (table saw, hand plane)
dimension the drawer sides and back from yellow poplar stock (see 1.)
cut a half dovetail along the inner sides of the cherry drawer face (router table)
cut a matching half dovetail along the front edge of the drawer sides (router table)
create vertical dados in the drawer sides to house the drawer back (router table)
create horizontal dados near the bottom edge of the drawer front, back and sides to house the drawer bottom (router table)
dimension the drawer bottom from Baltic birch plywood (table saw)
futz around [see below] with the dry-fit drawer and refine the sides and top edges to achieve a comfortably snug fit within the cavity (hand plane, sandpaper)
assemble (clamps, square, ruler, hand drill, cherry dowels, glue).

Top drawers prior to glue-up
Assembly & Finish
“Futzing”, or “to futz around” is American slang from the 1930s that essentially means “fiddle with”. According to The Random House Dictionary of the English Language (Unabridged) the term was formed by combining two words: the Yiddish “putz” (def., spend time in an aimless manner); and the “F-word”. Webster’s proposes a different but equally unsavory origin. Still, I like the word. My belief is that it was coined by a furniture maker, for it colorfully captures the act of drawer fitting. No complaints! Futzing with drawers (or wooden joints, in general) is a big part of the woodworking allure. I thoroughly enjoyed the hours spent futzing with the ledger chest drawers, even given the added challenge of what I call comparators. You see, this chest includes a pair of “identical” drawers, mounted side-by-side, as well as a larger drawer of similar style positioned directly below, and these provide an ample opportunity to compare gaps, alignments and overall workmanship that is absent in single drawer pieces. This chest was a futzer’s dream!
A good deal of the fitting occurred while getting the drawer front shaved down to size during step 2 and, traditionally, drawers are only futzed with again during a final fitting after glue up. However, since I was completely enclosing the drawer bottom in my design, making for a very stable, glue-free construct, it seemed to make more sense to tweak & establish a proper fit prior to committing the glue. When the dry-fit drawers were offered to the cabinet they slotted themselves almost halfway before binding along the sides. That’s good. Additional planing, sanding, futzing (repeat), eventually tucked the drawers into place. These were then disassembled and put together again with glue and dowels. A bit of extra sanding and some touch-ups with the hand plane and the drawers were “done”. Not perfect, but close enough on a first attempt to feel satisfied with the product.

Drawers in place
It was now time to assemble and fit the sliding doors. Since these contained floating panels I opted for the pre-finishing maneuver used for the cabinet sides (see, ep 1). Two coats of gel polyurethane were applied to all of the parts which were then clamped square and glued for assembly. During my study of doors & drawers I came across a handy product for assuring that floating panels remain tight in their chambers. “Panalign strips” are tiny, 1/4 x 1/4 in. synthetic rubber bars that are squeezed into the grooves along each stile during assembly to occupy the small void where an expanding panel will creep during humid weather. The rubber is intended to compress and expand during seasonal wood movement to ensure that the panels stay centered and are never free to rattle about. Neat!
Once the doors were assembled the top and bottom tongues were created as a result of rabbets cut at the table saw. After a bit of futzing the doors slotted nicely within their tracks. Additional polyurethane was applied to the newly exposed wood and a third coat added to the rest. Tapping the metal finger pull hardware into place completed the sliding doors.

Sliding doors in their tracks
No more wooden parts to assemble; just apply finish to the surfaces and make it look good. The carcass, which had endured a couple weeks of heavy futzing, was lightly sanded to remove the new nicks & scrapes. Three coats of gel poly were then applied to the cabinet and drawers and, after a thorough buffing, this was followed by the application of paste wax onto all surfaces where the cabinet contacts the doors & drawers. Everything now slides smooth as silk. Finally, drawer hardware was installed to complete development of this new take on the venerable choba-dansu; a nice, sturdy chest for storing your ledgers (or games).



The Ledger Chest, ep 1

OK, it’s not exactly a traditional Japanese ledger chest (choba-dansu) but that is the closest recognizable form and the inspiration for my most recent Project. Here’s the story.
Recently, I was asked to build a stand/cabinet-type piece - something that could be used for both storage and display. The dimension requirements of this piece, while fairly specific, fit within the range of many authentic cabinet examples and so the design decision came down to style. Well, I immediately went to my “go to” list of East Asian and Craftsman chest archetypes that I am anxious to explore when opportunities allow, presented several options to the customer, and for this Project the Japanese ledger chest got the nod.
Design
The history of Japanese chests (tansu) is a fascinating subject to explore. These mobile, utilitarian pieces have been made for over 300 years in all sizes & forms and for a myriad of storage functions. As a recognized (named) object they were most prominent during the late Edo through Meji periods (1688-1912) but their evolution can be traced back centuries before that. Tansu are categorized into a dozen or so canonical forms (e.g., clothing, merchant, staircase, etc) and within these forms the styles vary further depending on both the region and era of construction. Except for beautiful patterns occasionally worked into the metal hardware, these practical chests were constructed without ornamentation. Their character comes from the design proportions, wooden materials and craftsmanship exhibited by the box makers/joiners of the day. Much like the Shaker and Craftsman furniture of North America, less becomes so much more once these honest attributes are appreciated during everyday use. If you’d like to learn more about this furniture I encourage you to read Tansu: Traditional Japanese Cabinetry, a masterful book by Ty and Kiyoko Heineken.
One particular tansu form, the so-called ledger chest (choba-dansu, literally: account chest), is notable for its heavy materials, sturdy construction and strikingly barred design. While configurations varied, these chests generally possessed several drawers and a doored compartment used by businesspersons for storing necessary items such as: an abacus; writing implements; signature seals (hanko); and, primarily, documents. They often contained a locking compartment used as a safe for storing valuable records and cash. After all, in the days before briefcases and banks what was one to use for conducting business? Answer: furniture. Over time these pieces grew more lavish in their use of fine woods and hardware - the better to impress customers. My attraction to this style is the heavy framed construction and the combination of doors and drawers. There is a lot packed into one of these pieces, most of which is new to me as a furniture maker.

* Koizumi K. Traditional Japanese Furniture, A Definitive Guide, Kodansha International: Tokyo, 1986.
The design of this Project was adapted from a 170-year old example found in another book on Japanese furniture.* This piece is a bit too large to fit the customer’s needs as a reproduction, but reproducing antiques is not the goal. Our choba-dansu inspired chest will result from slicing-off the right-hand third of the piece and tweaking proportions of the remaining elements. Altering the drawer configuration and changing the door hardware would complete the re-design. With this Project we hope to capture the essence of stately tansu in furniture crafted to fit today’s needs.
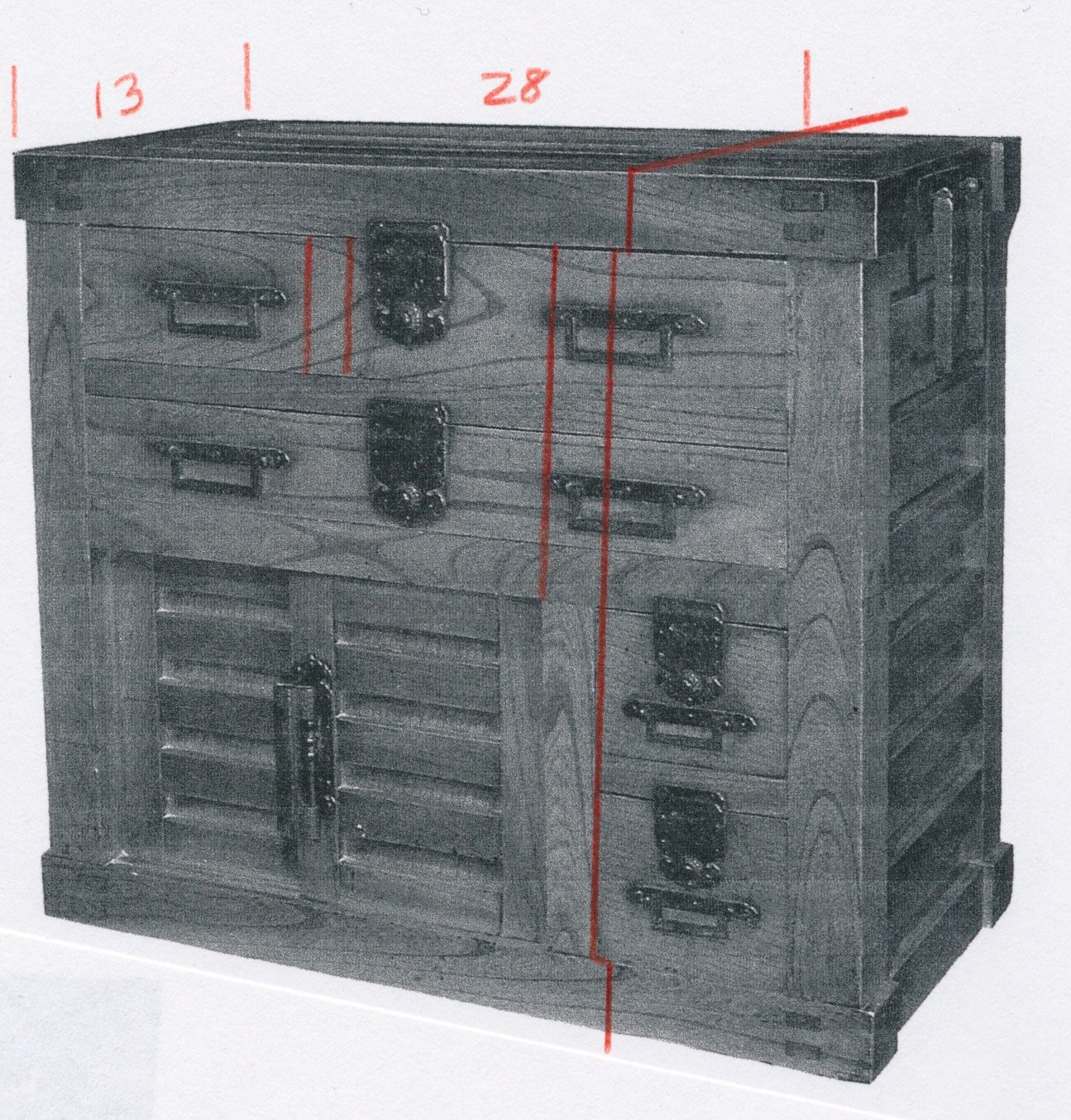

Materials
Back to cherry with delight! Kiln dried black cherry lumber (Prunus serotina) is an excellent material for furniture construction and my favorite wood to work. It’s not too hard, not too stringy, not too … anything. And beautiful when finished. Following Projects made from pine, white oak, walnut, plywood, cedar, red wood, cypress, maple and African mahogany it felt especially good to be picking through the cherry lumber bins again for this one. Boards of 8/4, 5/4 and 4/4 dimensions (some rough, some dressed) would be used to make the ledger chest.

Cherry boards marked for cutting.
A defining element of tansu is the hardware used for opening doors and drawers, for bracing the edge and corner joints, and for carrying these mobile chests. The example on which this chest is based (piece #21, above) did not use any bracing hardware, but featured square (kakute) pulls for the drawers, locks on all of the cavities, and robust handles along the sides which enabled a heavily laden chest to be carried on the shoulders of two individuals by means of a pole threaded in between. This all combines for a distinctive look, but our chest would need to look different. Square-shaped tansu pulls and drawer/door locks of the type used in nineteenth century Japan are not easily sourced today in the US (if anywhere) and the pole handles would make this hallway cabinet look “over built”. Instead, I opted for iron tansu handles of the so-called melon (mokko) motif shown on piece #22, above. These drawer pulls and side handles, along with finger holds for the sliding doors, were procured from the Hida Tool & Hardware Co., a fine source for Japanese wares located in Berkeley, CA.

Tansu hardware
Dimensioning
Projects like this one begin with the frame, which is good as I still needed to study more about doors and drawers (see: episode 2). To begin, the sides, top and bottom members were all worked to a 2 in. x 1 3/4 in. dimension and then cut to length. These thick components lend strength to both carcass and personality. Mortice and tenon joints along with screws will be used to attach them together. While not always applying authentic methods (screws?), I use techniques commensurate with my skill level that will still produce a solid and attractive furniture item. These techniques should change over time as abilities improve, but I don’t consider using sound joinery options unavailable to the original craftsman to be wholly inappropriate.
Things proceeded smoothly in the machine room, ripping, jointing, thickness planing and then cross-cutting the parts in sequence. The top surface and upper sides were fashioned by edge joining narrower boards, all the while attending to grain pattern and flow. The lower sides, and eventually the doors, would be made by inserting a thin panel into a multi-railed frame. I’m not confident in the authentic method of construction here, and have yet to locate a definitive book on tansu construction (all sources found to date obsess on joint types), but I think I have a plan that will work. Instead of floating the panels between the rails, I believe the Japanese created a heavily slatted frame and then applied a thin wooden panel, sometimes referred to as a “mirror board”, to the backside. In addition, I would have these panels slot within the frame members, adding to carcass stability, although this may not be historically proper. This all required a set of ten rails plus two panels. The rails were fashioned in bulk by cross-cutting several boards to 10 1/2 in. and then creating 3/8 in. deep rabets along each end using a dado blade at the table saw. Finally, these were ripped to create 1 1/2 in. wide rails. The top and bottom rails needed some additional work but these details are tedious to describe and would likely be unbearable to read.
Proceeding to the panels, I needed to first prepare the surfaces of a 4/4 board and then re-saw at the bandsaw to effectively slice the board in two. Each half was further surfaced to 1/4 in. in depth, edge joined with each other to form wider panels, and then cut to the final width and height dimensions. In joining these panel boards I decided to “slip-match” rather than “book-match” the grain. Although it does not produce the true butterfly image of book-matching, slip-matching gives a very similar, mirrored look and, importantly, it keeps the grain flow consistent across the entire width of the panel. Since slip-matching is performed by sliding one freshly sawn board half out from beneath the other, the grain in both pieces remains oriented in the same direction. Book-matching serves to flip the grain flow between the “pages” (think about it) and this can cause noticeable differences in coloration due to chatoyance. At times, this difference is not noticeable or perhaps even desirable, but in this case I felt it would be distracting.

Slip-matched cherry panels
The four vertical frame “posts” were then prepared to receive these elements. This meant creating a 1/4 in. groove down the entire length for the panels and upper sides, which was done with a straight bit at the router table. The lower sections of these grooved posts were marked in alternating 1 1/2 and 2 inch increments and then 5/16 in. wide morticed sockets were formed across the 1 1/2 in. segments to receive the rails. A slight variation in these intervals was introduced near the top, in part to create visual interest, but also to make the math easier. Finally, additional grooves and mortices were created to house the back panel and rails.

Morticed frame, rails and panels
The upper sides, back rails, back boards and floor board would also need to be cut to size and rabetted/dadoed prior to assembly. All easily done, but the number of parts was rapidly mounting and there was still that matter of drawer construction to be solved. The drawers themselves would be made later. All that was required at this point of frame construction were proper openings and a means for drawer support that would further promote controlled movement. There are several strategies for drawer frame construction that satisfy the above. Modern drawers often use metal glides and, while their ease of assembly is compelling, I wanted to use a more traditional approach for this piece; one that employs only wooden surfaces. I would use a full platform to support the bottom drawer as this would also serve to cleanly house the doored compartment below. For the top drawers I opted for a version of the web frame construction strategy that required only wooden slats about the perimeter.
First, additional mortices in the face frame were required to permit assembly of these parts. These were bored along the two front posts with the mortiser and cleaned-out further with chisels. The corresponding tenons on the crossing pieces could then be cut at the table saw. Shaving carefully upwards with successive cuts/adjustments of the dado blade stack, a firm fit was eventually achieved on the test piece allowing tenons on the actual members to be cut with confidence. Time for a dry fit of the 33 carcass elements prepared thus far. It was gratifying to find that everything went together as intended Dry assembly at this stage also provided an opportunity to mark the areas for further modification that will receive the horizontal surfaces, drawer frame elements and door tracks. Making progress.

Carcass frame assembled, unglued
The bottom members were removed and a groove was dadoed at the router table to receive the 3/4 in. plywood floor. Similar operations were then conducted on the upper members that surround the cherry top surface, prepared earlier. After working the surface smooth with a card scraper the perimeter of the cherry top was rabetted at the table saw to create a 1/2 inch lip that would slip into the newly created dado grooves. Both frames would eventually be locked together by the use of pocket screws to the underside of the joints. Not exactly like the 170 yr-old exemplar, but a nice & clean look all the same.

Top and Bottom
By now, all of the frame members have been modified to an extent that they have become precious, and all further manipulations are conducted with utmost care to avoid catastrophe. These remaining modifications are necessary to accommodate the doors and drawers. The eventual sliding door panels will possess tongued rails that ride within grooves cut along the bottom and middle frame members. All that’s needed for now are the grooves. In the absence of the actual doors, there was nothing to dictate groove width and placement, the only requirement is for the upper groove to be twice as deep as the lower groove to enable door insertion. It was decided to rout two 1/4 in. wide grooves into the frame members spaced suitably apart to leave a 1/16 in. gap in between the door panels. This then fixes the panels to be 5/8 of an inch in thickness (jot that number down). The resultant 3/16 in. setback from the front of the chest nicely matches similar features about the frame. Construction-wise, these grooves are called “stopped dadoes” and, as such, they required precisely placed sockets to define the termini. The sockets were created at the mortiser and then the intervening dadoes cut at the router table. A final, shallow groove down the two front frame members was routed to receive the leading edge of the sliding door panels. A couple mock door pieces were made from pine to confirm viability of the whole design. Time for a second dry fit.

Dry fitted chest with top, bottom and mock doors in place
There are a few wooden elements required for operation of the drawers that could be measured and cut now to assure that they all fit properly when the time comes, even though only one, a central guide for the top drawers, would need to be installed during the glue-up. These small drawer elements are known in the trade as runners, doublers and kickers, and since none of them would ever be visible, they could be made from yellow poplar, an inexpensive hardwood often employed for behind-the-scene duty. The central guide is used to limit the sideways movement of the two top drawers and is attached to the front frame by a mortice/tenon joint into the short vertical member. It was easily fashioned in the machine room and then test fit prior to complete disassembly.
Assembly & Finish
All of the parts would require some manner of smoothing with the card scraper and sandpaper prior to re-assembly. The edges of many pieces were also rounded at the router table or otherwise “broken” by hand using 220 grit sandpaper. For the table top and sides it was decided to begin the finishing process prior to glue-up so as to accommodate any subsequent shrinkage of these elements that would then expose bare wood. Satin-sheened gel polyurethane was used, with care taken not to coat those portions about to receive glue. The bottom and top platforms could then be constructed. First, the bottom plywood panel was surrounded by its cherry frame pieces (upside down) and after careful squaring-up of all the intersections the whole was secured with four pocket screws. This then served as a template for construction of the top. Cherry frame pieces were clapped around the finished table top (upside down), stacked precisely atop the completed bottom portion and then clamped to prohibit movement as the four pocket screws were driven-in to complete the assembly.

Pre-finished table top mounted within the unfinished frame and clamped atop the bottom section during assembly, assuring perfect alignment of top/bottom mortice sockets and a squarely built carcass
At last, the glue-up. The fully-formed top and bottom sections meant that this operation would involve heavy parts with many simultaneous tenon insertions, making the assistance of my wife, Joung’s, careful touch crucial for success. So far, so good …
Stay tuned for the Ledger Chest conclusion in episode 2.

Halfway home!

One Year’s Growth

Well, we’ve just passed the One Year anniversary of redtopworkshop.com, the formal starting point for my furniture making endeavor. It has been a wondrous year for me and I thank you all for your support, critical comments, praise and patronage. What follows is a brief re-cap and a reflection on growth.
the Website
It seems establishing a website is the precondition for starting anything these days. And so as 2020, the year of my professional retirement, waned I found myself anxious to start anew and thinking a lot about website content and design. I researched a few platform options, discussed the matter with two knowledgeable sons and ultimately chose Square Space as my new entrée to the world. I have to say everything is made easy during set-up, and within a couple months post-launch my weekly fiddling with formats subsided and a comfortable routine for content creation was established. I soon realized that, rather than a transactional online marketplace, I merely needed a space to advertise my product and post a blog to generate/sustain interest. Even the “basic” Square Space package provides more than I require, but it is a nice product, and I plan to remain there.
I particularly value the blog element of the website. It’s fun to write, and I tell myself that customers also enjoy knowing the backstory of their new possession. My belief is that over time they will appreciate what the piece means to them, but they will start out with an understanding of how it came to be and what it has meant to its maker. That’s not nothing. Now, my use of the term “blog” is knowingly inaccurate, for most often the posts under this heading read like woodworking “articles”. That’s okay by me. I am seeking the folks who read blogs, even if they might release a “sigh” mid-way through the long ones. Only scientists and other professionals go online to read articles. Woodworking professionals might rightly consider these narratives to be naive or even self-evident. Nevertheless, I would hope they find them entertaining and I welcome their critical comments, but I’m hunting the larger herd. A writer needs to consider his or her audience and I imagine mine as ‘blog reader-types interested in furniture’ and, in particular, that subset who possess a few tools that they occasionally use to make things. You know who you are.
Anyway, after a couple of authentic, get-to-know-you blog posts I told the story of The Sumo Table from start to finish, and it felt right. Just as with most “first attempts”, re-reading that article today induces a cringe, but I value it for the door it has opened. Now, I wrote that one in retrospect once the furniture piece had been finished, but the next 12 Project stories (beginning with The New Sled) were told contemporaneous with the work. I believe this simple change in method has made me a better woodworker and has also enhanced the woodworking experience for me. I now spend some time each morning working on the latest blog, re-writing earlier passages and recounting what was about to occur in the workshop. Describing the work beforehand makes you focus on both the details and the sequence of operations. (It’s kind of like formulating a new hypothesis and then planning the proper laboratory experiment.) Reworking this text the following morning helps me to learn. Reflecting on what went well and what went awry, comparing these facts with the first written draft, and then correcting the story accordingly, promotes the recognition and retention of lessons. It also adds vitality to the work experience.
the Projects
Making the transition from hobbyist to full time woodworker really shortens the lifespan of a Project. And having a full day to devote to one’s work also requires a new approach to time management. It’s all good. Happily, the Projects have emerged with a better-than-expected flow and variety. In 2021 I was able to complete 6 items for our own home & garden, in addition to a couple of extra fixtures for the workshop. I also finished 8 commissioned pieces for friends and family members. I don’t know how these metrics will compare to future output but it felt like a productive year. A fun year, too! My favorite was the Spirits Cabinet, but they are all special, of course. Nothing is more satisfying than delivering new furniture to a new owner for the new purpose that had so consumed my thoughts over the previous month. It warms the heart and goose pimples the skin.
Act IV, Scene 1
Upon reflection I can state that I have rarely learned more in a single year than I did in 2021. To be sure, comparable spurts were experienced during my first year of life (1961), that first year of graduate school (1983) and the beginning of fatherhood (1992), but that’s it. I hope it continues full bore until I become a craftsman. That is the ending I have in mind for Act IV. In addition to being considered a good person, scientist and father I would like to be considered a good craftsman. John Ruskin, the great 19th century thinker and founding member of the Arts & Crafts movement, asserted that a “craftsman” is more than an amateur and, just as important, less than a virtuoso. Ruskin’s controversial stance was that “craftsmanship” - the work produced from this middle ground - was both needed and valued by a public unable to appreciate outputs from the extrema. I agree. A well-intentioned amateur still lacks the ability to truly satisfy, and the fully capable virtuoso is consumed by details of perfection beyond the masses’ desire. A craftsman satisfies desires. That’s what I am trying to do.


Simply Done

Here’s a good one. My wife and I recently shared a lovely dinner at the home of close family friends, both authors. Like the meal, the conversation on these occasions is always stimulating, generally hitting every compass bearing before landing, inevitably, on some aspect of furniture. Uncanny! I should disclose here that the interior of this home is like a comfortable gallery, replete with fine Japanese furnishings, original artwork (created by the hostess) and delightful antique wares. Special! And yet a request was made for a couple of new furniture pieces: end tables that could fit alongside modern chairs to help create a book-lover’s niche within the larger space. Now, there’s a lot to be solved in that statement but such is the power of furniture. As the evening progressed we talked enough about wood, dimensions and functionality for me to get an idea of the priority of requirements before saying our goodbyes. Next morning, once the wine had worn off and both parties had time to think more about the possibilities, the collaborative power of email was employed to finalize a commissioned design after only a few rounds of back-and-forth. Fun!
Design
The customers were looking for something both bold and simple. Easy(?). While their remodeled mid-century home retains many original details, the dimensions have changed and I was afraid that a mid-century modern furniture design would appear too dainty in this enlarged setting. Some related forms, Brutalist, Bauhaus, Danish were explored but these seemed either too curvy, too leggy, or both. Asian items would work for this purpose in other homes but they could never compete here. In the end, we decided on a minimalist design related to an example found online. I consider it a good thing to struggle during the design phase. Pondering different possibilities, their modifications and hybridizations, helps to express what is needed from all that is possible. I often jot down interesting, discarded ideas in the hopes I will stumble upon them to satisfy a future Project design. What? it could happen!
These tables will be large, chunky and symmetrical. Sculptural but not sculpted. No hardware, all wood. The design supports two posture options, upright or reclined, and I can imagine either working to satisfy the original request. And, as always, both the wood species and the board specimens are important components of design. Defect-free material with well-behaved grain would be important for imparting dignity and, after consulting my sons who think a lot about this stuff, it was decided that a richly colored wood was best. Other “looks” are possible but, at last, I was visualizing these tables as pieces that could hold their own in the museum.
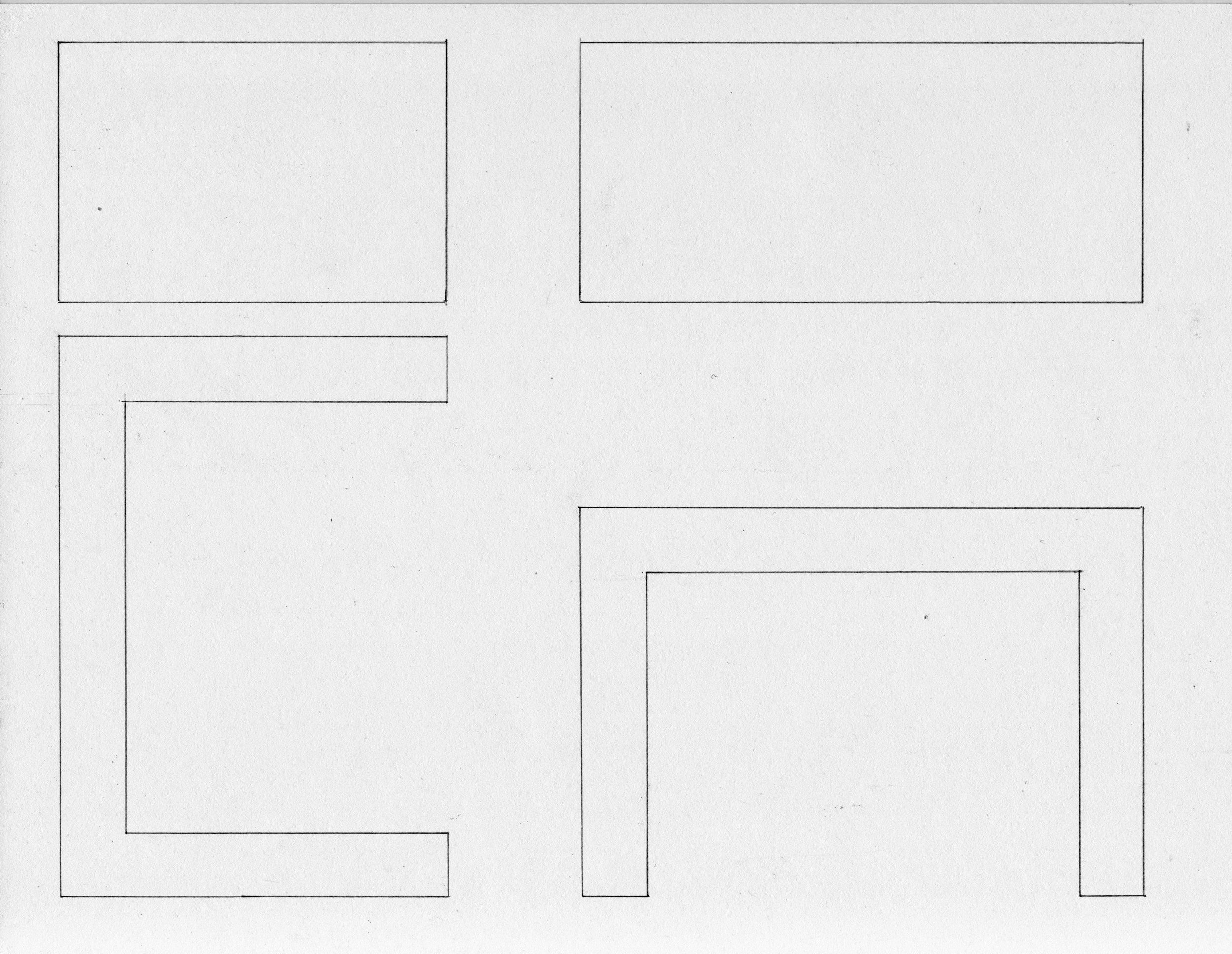
Style = Simple
Materials
Size rules! The thickness of the table is 3 inches - everywhere - and to achieve this mass with readily available materials I needed to either look for extra hefty 12/4 dimensioned planks (12 quarters of an inch = 3 inches) or use two layers of the more commonly available 6/4 material. I opted for the latter. Even then, it would be a trick to take this “rough wood” dimension and maintain a thickness approximating 1 1/2 inch after dressing both sides even and smooth. By the time a rough 6/4 board is fully surfaced at a lumberyard (so-called S3S) it has usually been reduced to 1 1/4 in. thick. The choices were then: use this to make tables thinner than desired; purchase 8/4 stock and create a LOT of sawdust on the way to the desired thickness; or get creative. As to wood choice, I had my eye on African mahogany, given its uniform yet fascinating grain patterns and the potential to achieve a deeply colored finish. Although not genuine mahogany (Sweitenia macrophylla), this wood (Khaya ivorensis) is the most common of the “mahogany type” woods and has been imported to North America in large quantities for over a century. Today, this wood comes from countries on the West African coast (Ghana, Cameroon, Congo, Gabon, Ivory Coast and the Central African Republic). It is lighter in color and a bit more fussy to shape & smooth than genuine mahogany, but clearly the more sustainable and cost effective choice, making it worthwhile to learn the tricks of woodworking this material. Surprisingly, and perhaps because of its foreign source, the rough “6/4” African mahogany was a full 41 mm (almost 1 5/8 in.) thick. This should make surfacing to a final dimension approximating 1 1/2 in. a snap. Sold!

Bonus-sized 6/4 African mahogany, rough and ready to go!
Dimensioning
Not a lot of manipulations would be needed to prepare this Project for assembly. Once the lengths of all 24 parts were marked in crayon along the board surfaces these could be cross cut to size, planed to a uniform 1 1/2 in. depth, jointed square on one edge and then ripped to a final 6 in. width at the table saw. That was the plan, anyway. In the event, the brawny, 8 ft. long boards turned out to be rather unwieldy to work with at the table saw. Their thick bodies consumed the entire saw blade exposed above my cross cut sled causing burn and some kickback as each cut was completed. Not good - not safe. What I needed was a new saw. (Yes!)
As it turns out, I had been contemplating an upgrade of my 10 inch Makita miter saw to the larger, more advanced model for some time. Don’t get me wrong, I liked my old saw, a founding member of the Workshop, but the new model has some irresistible advantages. In addition to chopping, this 12 inch version also has the capacity to slide across the cutting bed allowing one to accurately cross cut boards as wide as 14 inches. In design it resembles an inverted radial arm saw, that 20th century workhorse now relegated to lumber yards and the basements of diehard enthusiasts due to its inferior safety record. Unlike the radial arm design, the blade of the sliding miter saw cuts as you push it away from you, and only reveals the spinning blade as the cut is occurring. Smart! And, of course, all of the tilting miter features are robustly engineered into this saw, too - it’s a Makita.
Well, I purchased the new saw, mounted it onto a newly constructed bench and it worked great to complete the rough cutting of “6/4” mahogany. The resulting 24 boards (plus a few extras) were then planed smooth on both sides to achieve a uniform thickness of just under 1 1/2 inches. Proper technique would be to “flatten” one side of a board on a jointer before using the thickness planer to make the opposing side parallel and of desired depth, however, the bed on my 6 inch jointer is too narrow to handle this stock and so I used the planer on both sides. The African mahogany boards selected had been quarter sawn at the mill and since this grain orientation resists warp I had the good fortune of starting with remarkably true stock. I think it’ll be okay.


The pattern for this design uses twelve boards per table and the various sized components were marked: A-D. Each piece would be comprised of 2 A’s, 2 B’s, 4 C’s and 4 D’s. Since the lettered parts would be glued side-by side, much consideration was given to match the color and grain patterns for each pair. Anticipating that one table might be used in the upright position and one reclined I also chose what I considered to be appropriate grain patterns for each orientation. Black and red colored Sharpies were used to distinguish between the siblings. Once all assignments had been made, the “best” edge of each board was jointed square and the opposite edge sliced-off at the table saw to a width of 6 1/32 inch. The “extra” 1/32 in. was then trimmed during a single pass through the jointer to give glue-up ready surfaces on 6 in. wide boards. The penultimate dimensioning step was to cross cut the boards to a uniform size = [final length + 1/2 inch] at the sliding miter saw.


It was at this point that I needed to decide how the corner joints would be formed, as the joint type would dictate the order of board assembly. Several alternatives were considered, the main objective being to augment a less-than-ideal “end grain” glueing interface. Even using modern adhesives, fastening boards by glueing to the end grain of wood, a so-called butt joint, produces a weaker than desired bond. This structural weakness is the reason that all of the couple dozen more sophisticated joint types exist. Through one mechanism or another these joints go beyond a sole reliance on end grain glueing. Sparing all of the considerations for/against the unselected options, I decided, in the end, to go with butt joints augmented with mechanical fasteners (screws). It just felt like this piece was too heavy to rely solely on the glued fibers of dead wood, no matter how mingled the joint. But fret not, the screws would be positioned to leave no trace of their existence in the finished piece. Much like the sinew surrounding the joints in our own frame, their cohesive presence beneath the surface will ensure structural integrity. Clever!
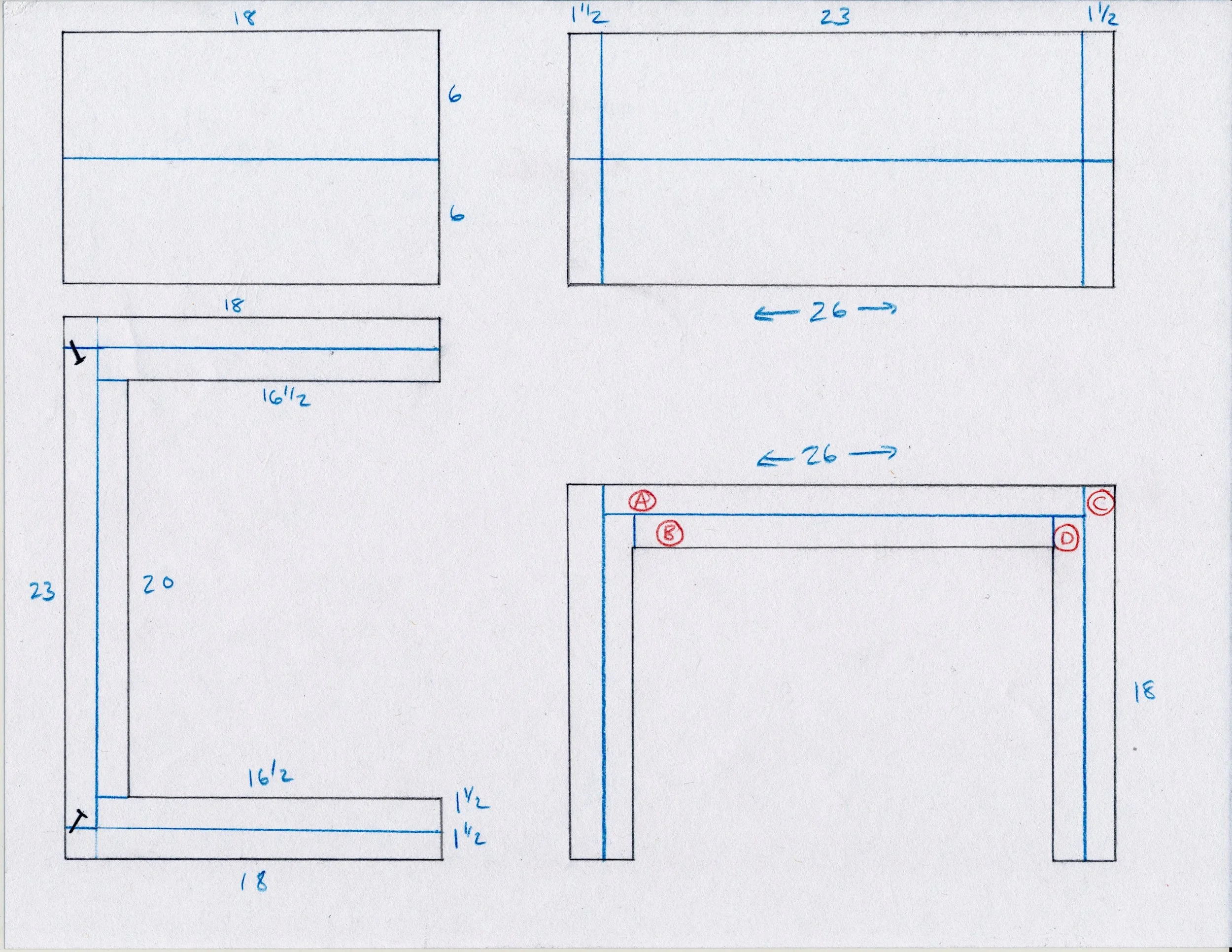
Anatomical plan
Assembly & Finish
Plan in hand, the first step was to edge join the paired 6 inch wide boards to create 12 inchers. 2-3 Biscuits were used within each joint to ensure alignment and strength. It is difficult during this glueing & clamping procedure to exactly align the ends of the boards and so they were assembled as even as possible and then re-trimmed at the sliding miter saw to get a perfectly straight and square 12 inch edge. That’s where the “extra” 1/2 inch mentioned above comes into play. Following this, eight pocket screw holes were drilled into the underside of each “AA” piece in preparation for assembly. The surfaces were then smoothed using a combination of hand planes, card scrapers and sand paper and dry-fit to ensure mutual compatibility.
To assemble, part AA was secured to the two outer leg boards (CC’s) by the use of four pocket screws on each end. This constitutes the only linkage of perpendicular parts. The remaining boards (2 DD’s, 1 BB) were simply laminated, using glue, to the underside surfaces to both provide the desired mass and impart sag resistance along the major beam. Pretty basic, although I was surprised by the challenge of getting all of the boards properly aligned before clamping. Once dried, most of the newly formed “imperfections” could be worked straight and square again by planing/scraping the edges. All remaining features attesting to a handmade origin are (ahem) provided free of charge. Splendid!
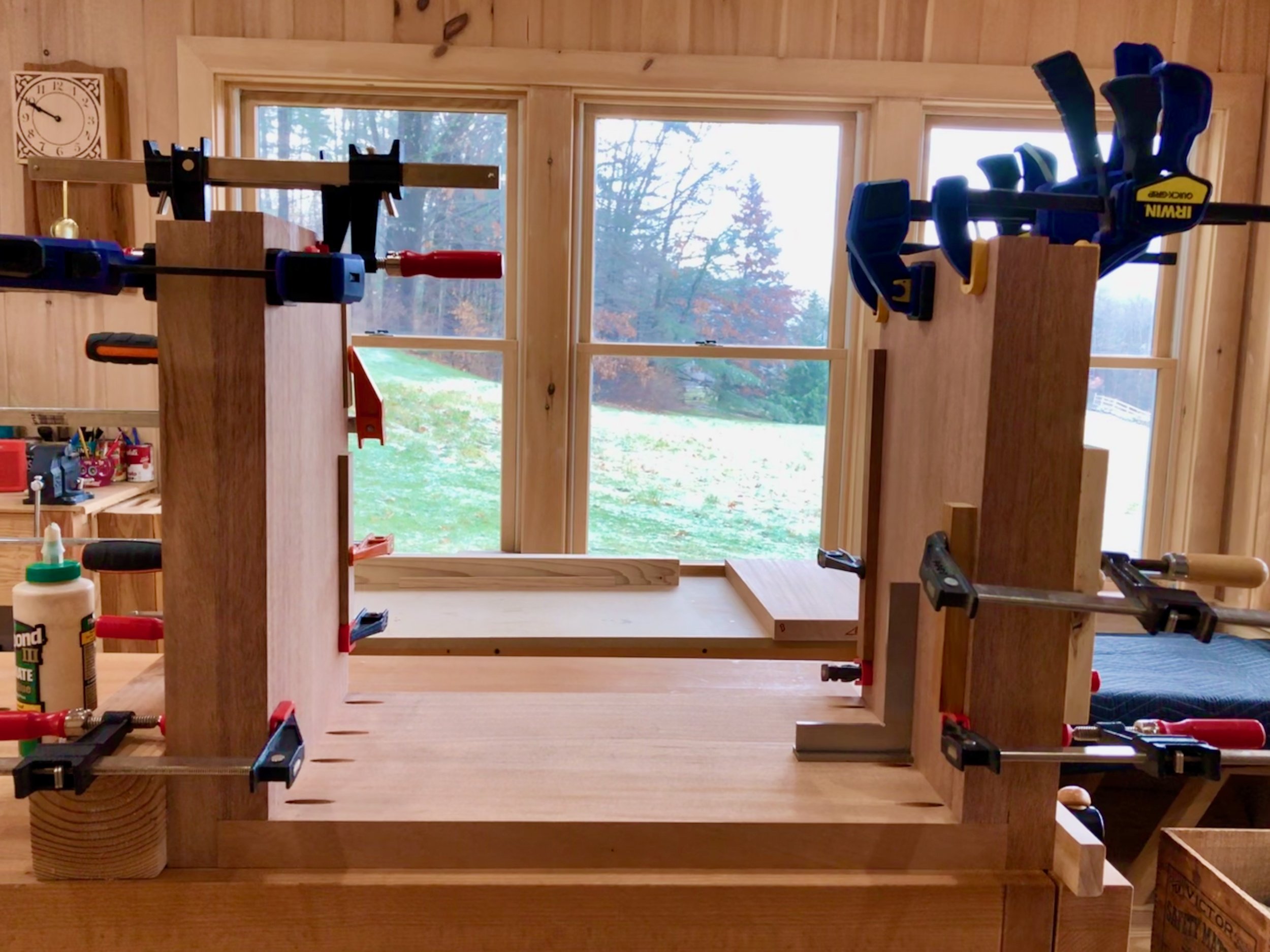
Laminating legs onto the pocket screwed frame
The final saw cut was to trim the bottoms of the “legs” at 18 inches in length. Here’s where the sliding miter saw earned its keep as the only tool in the shop capable of handling the task.

Making the “money cut”
From here it was just a matter of smoothing all surfaces with sandpaper and then sealing the wood with finishing products. Following an exploration of various dyes and glazes to deepen the wood’s color it was decided to just leave things alone and let the action of sunlight exert its aging influence over time. After all, the function of most wood stains is to instantaneously achieve the “look” of naturally aged wood. They do this well, but often at the expense of clouding the grain and unnecessarily splotching things up. Stains have their place but not on this Project. However, even when foregoing stains there remain a vast array of finishing options depending on what you wish to accomplish. The objectives here were: 1. accentuate the grain; and 2. impart durability to surfaces that would be used as both table and seat. After a bit of playing around I chose linseed oil to achieve the first goal, and a high grade polyurethane varnish to assure the second. The oil was thinned considerably to reduce viscosity and promote absorption - two applications seemed to do the job. This was followed by three coats of varnish and a final buff.

Refined & Simple
In their final setting they make a handsome pair.



It’s About Time

“A clock more than any other piece, needs to show fine workmanship, must be made from well seasoned wood, have perfect joints and be well finished.”
- G. Stickley (American furniture maker 1858-1942)
Well, thank you for that Gustav. Anything else? Actually, he is making a good point with that declaration. Here’s my take. The only reason for a clock case to exist is to be continually looked upon, if not examined in detail. Any clockworks fixed to a bare board would be perfectly functional if referencing time was the only goal. But there’s a higher calling for clocks to be pleasure givers, and this purpose demands fine workmanship. Choosing a clock, whether as a mantle accessory or a hallway showpiece, has always been a significant decision relying largely on the quality of the case. Especially in the pre-electronics age, when everybody owned a mechanically-driven clock, clockmakers competed on the appeal and durability of the case. The variety of clocks produced in every corner of the world during the 19th and early 20th centuries is impressive! and I urge you to check it out. Clocks, and timekeeping in general, have a rich history that is fun to research, but I will save that topic for another day (exhale now).
I mention all of this because my current Project is a clock. Specifically, a clock case - that miniature furniture piece surrounding the time and gong mechanisms that gives a clock its personality. I first gave clockmaking a try down in the basement workshop, making a wedding gift for Ben and Allison. For inspiration, I found online images of some mission-style clocks produced by the New Haven Clock Co. (c. 1904) and was intrigued by their look and potential make-ability. I went on to design a shelf clock of similar proportions to their Los Santos model, ordered some mechanical parts, still being manufactured for classic clock repairs, and put the whole thing together out of quarter sawn white oak. It is definitely a “first attempt” piece but still heirloom-worthy. What’s more, I found it was a real joy to make clocks and vowed to improve my craft by building others. That was almost 3 years ago … Time actually does fly!
Design
This Project is a wall clock for my workshop based on a Craftsman design. The design comes from a published compilation of furniture plans by Gustav Stickley and originally appeared in the December 1905 issue of The Craftsman magazine. I would intend to closely follow the published plan with just a few changes to proportions and methods.

Basic wall clock plan (1905)
G. Stickley Making Authentic Craftsman Furniture: Instructions and Plans for 62 Projects Dover, 2018, p. 49.
Materials
I wanted a workshop clock with the potential to inspire whenever I looked up from my bench and so for materials I selected some wood with particular meaning for me. For the box sides and back I would use re-claimed, pecky cypress boards that had been discarded during a renovation of our former New Jersey lake house. This stone cottage, built in the early 1940’s, was completely paneled in pecky cypress. The heavily varnished surface had darkened over the years but the warm, comfortable environment provided by these walls will always evoke special memories of that lakeside retreat, recently sold after delivering 22 wonderful years of family adventures. I had salvaged these boards during the move-out for use in just such a Project. The wood is mature bald cypress, intricately grained and deeply pocked by a brown rot courtesy of the fungus Stereum taxodi. It is a unique look, for sure. The wood was a popular mid-twentieth century paneling choice and probably has never been used in clockmaking, until now.


The clock face would be made from a piece of curly maple left over from the Stationery Chest Project and the two supporting bracket arms carved from antique redwood. Both of these boards originate from the family heirloom lumber described in earlier posts. The clock mechanism, pendulum and hands were procured from TimeSavers, one of the several remaining clock parts stores. While not my preferred option, I went with a battery powered quartz movement for the workshop to avoid problems down the road with sawdust in an oiled mechanical mechanism. Quartz clock movements, of course, do not require a pendulum, but for a few extra dollars one can purchase a version that will drive a pendulum to create the illusion of a mechanical clock. The final purchase, off Etsy, was a clock face stencil that will be used to paint the numbered dial. Using reclaimed wood and a quartz movement kept the out-of-pocket outlay reasonable, around $50.
Dimensioning
Things proceeded rapidly in this phase. First, one of the pecky cypress boards was thickness planed to 5/8 in., exposing both the raw grain and fungal cavities. This plank was then cross-cut in half. The backboard would be formed by mating these two boards and so care was taken to match the grain flow prior to biscuit-joining them together. Another such panel, used to make the four sides of the clock “box”, was planed down to 1/2 in., ripped to 3 1/2 in. in width and then cross cut into four, 9 inches long pieces. Rabbets at both ends of the two boards selected to become the “sides” were then cut with the dado blade on the table saw (1/2 in. wide by 1/4 in. deep). These would be joined with a “top” and “bottom” board of full thickness to make the square case, thus necessitating that these last boards be trimmed accordingly to ~ 8 1/2 inches. All of the boards were glued at this time and then finished smooth with hand planes.
Next, a rectangular opening (3 in. x 3/4 in.) was cut into the box bottom to allow the pendulum swing. This was accomplished by drilling “access” holes at the corners of the pencil-marked piece and then connecting these with a jigsaw cut. A chisel was used to clean-up the opening and square the corners.


From here on things would become less square. It started with cutting both sides of the back to a taper using the track saw. The width was only reduced by 1 inch over the entire 24 in. length, but this slight deviation is intended to produce a refined, less “homemade” look. The top and bottom edges were then trimmed to a flowing pattern on the bandsaw. These cuts seem to go smoother for me with every attempt. A disciplined eye, trained to ensure that the penciled path, no matter how curvy, enters the cut in-line with the band saw blade is key. The curves were then smoothed-out with a sanding drum bit at the drill press. Finally, a chisel was used to create a V-shaped notch on the backside. This would catch a screw head allowing the clock to sit flat against the pine walls of the shop.


Next comes what Stickley refers to as the “brackets”: two curved arms that support the clock box. For these I chopped off a 24 in. section of an old redwood 2x4. The crusty wood was made square and true using the jointer/planer 1-2 punch. And while I could have kept planing off shavings to achieve the desired 1 1/8 in. final width, it was easier to trim the excess at the bandsaw. This was done in a manner to also remove some natural defects (splits and sapwood). A couple encore spins through the thickness planer and a chop at the midsection with the miter saw provided the roughly dimensioned stock. The pattern for the bracket’s shape was gleaned from the tiny magazine pic, sketched on graph paper, traced on to heavier card stock and then traced again on to all sides of the wood pieces. In the end, these brackets will just be affixed to the backboard and box so there is no “correct” measurement to be matched and fit. Still, it needs to have the right proportions in order to fit in. I had enlarged the plan by 33% to provide a workshop scale timepiece and so these brackets would be 11 in. long and a bit stouter than the original dimensions.

Bracket pattern marked onto redwood blocks
The marked boards were taped together and the “interior” curve was cut at the bandsaw. I thought I would shape the upper portion of the brackets before cutting the “exterior” curve to give me as much time as possible to work with square material. Using a combination of hand planes, wood files and sandpaper the top “spindles” were tapered and rounded to a first approximation of their final form. These pieces were then taped together again, with a shim wedged in between to fill the void from the recently created tapers, and the “exterior” curve was cut. Similar work on the base and exterior curves followed by a final sanding along all surfaces produced the bracket pieces. Dry redwood is an easy material to shape, making this first try a satisfying experience for me.



The last part to be fashioned was the clock face, itself. In his brief instructions Stickley calls for burning the numerated dial onto “box wood”. Ahh!, a rare glimpse into the pre-cardboard era. And while I happened to have a few old wooden boxes in the shop (trying their best to look busy as firewood bins) I decided to use a light colored maple board instead. I would also paint rather than burn the clock face with the help of a stencil pattern.
The maple board used was a discard from resawing a thicker plank during an earlier Project. To prepare this part I simply needed to thickness plane to a uniform 1/4 in. depth, sand smooth and cut it to a ~9 x 9 in. square. I sanded the oversized stock prior to dimensioning so that I would have matching, scrap materials to practice the oil finish and stenciling steps. And recalling Gustav’s maxim, I cut the face purposely larger than required, affixed it to the box with screws and then hand planed the edges flush to achieve a (near) “perfect joint”. The sharp edges of the clock face and backboard were then neatly rounded using sandpaper.
The final element of construction went beyond the 1905 plan and involved the care and upkeep of a quartz clock. Stickley’s plan called for a traditional, spring-driven movement which requires routine access to the clock face and pendulum catch, only. As such, the clock mechanism is generally secured within a dust-free chamber, only to be exposed every 5 years or so for oiling the pivots. In contrast, quartz clocks require regular battery changes, as well as a biannual adjustment for daylight savings time, and both of these operations require access to the rear of the clock. To provide ingress I could have cut-out a portion of the backboard, but this would mean regularly taking the whole clock off of the wall to perform maintenance. Instead I chose to make the clock box removable from the backboard and brackets. I toyed with hinging the clock face (or the entire box) along one of the edges but did not want the exposed hinge barrels to ruin an otherwise clean & symmetrical design, and so I chose to enable the entire box to lift off of the brackets. All that was required for this would be a reversible means for both attaching the box tight against the backboard and centering the face on top of brackets. For attachment, I used a magnet embedded within a small divot created in the box top that would rest upon a metal plate affixed to the backboard. To center, I drilled two holes in the bottom of the box, straddling the pendulum opening, that would snugly catch dowel pegs mounted to protrude 1/2 in. beyond the ends of the bracket arms. Trust me, it’ll work.
Once the parts were completed the whole thing could be dry fit, including the clock mechanism, to measure for the pendulum length and swing. Again, the pendulum is simply a beauty accessory on this clock so the only thing it needs to do is look pretty and avoid clanging into the brackets. The 2 3/4 in. round pendulum “bob” came with an oversized, 18 in. brass “rod” designed to be trimmed to the desired length at this point in construction. Once attached to the “dry fit” clock it was easy to pick a length that looked right, the question was would this length smack the bob into the redwood with every sway? Now, it is highly advised that a clockmaker purchase all of the timekeeping parts before embarking on case construction and I did just that. I also set the movement up on a stand that allowed the working pendulum to swing freely and attempted to take measurements of the moving arc along the rod. During these experiments, I managed to convince myself that all would be fine as long as I stuck to my measurements during construction. Nevertheless, there is a reason that people hold their breath whenever a new ship is launched. In the end, the rod was cut to 10 inches and I can report that the swinging pendulum floated free. (Hey! Somebody said there would be champagne?)

A postcard from the Shakedown Cruise
Assembly & Finish
All that was left was to disassemble the parts, apply the finish and clock face and then reassemble. It was the grain of all three woods that I wanted to show off and so I went with the General Finishes “Seal” products - one coat of Seal-A-Cell, followed by two of the Arm-R-Seal satin finish. These oil finishes served to nicely highlight the varying wood colors and impart a pleasing “glow”.
Time to paint with stencils - also a first-time endeavor for me. To learn the tricks I consulted my sister-in-law, Chris, who performs these things well, and her advice helped me sift through the relevant YouTube wheat and chaff. It sounded pretty easy and, in the end, it was. I used an acrylic paint color called brown and a foam cosmetic wedge to dab on the circular face borders and numbers. Stickley’s design also incorporated corner decorations of a pleasing Art Nouveau motif. I tried my best to duplicate this pattern (in a stencil-friendly version) on graph paper which I then sliced into one of the mylar corners of the stencil using a series of increasingly lethal knife blades. This small section of stencil was: mounted onto the clock face; a corner dabbed; rotated by 90 degrees and … repeat x3. I ended up with a few uneven paint patches but these look just fine in gestalt. (Happily, Gustav would approve of that word, if not the unburned wood.)
To assemble one last time, the redwood brackets were screwed into the back and the clock box mounted onto its dowels. The metal plate was “clicked” on to the magnet and then screwed firmly to the backboard. The clock face was attached to the box at the corners with four brass screws. The completed clock box was then removed and the mechanism firmly secured through the center hole using a slim brass nut, the battery was inserted and the hands attached. Finally, the box was re-mounted, the pendulum was hooked to the catch and the completed clock hung onto a screw in the wall.
A satisfying clock Project built with uncommon woods and care.

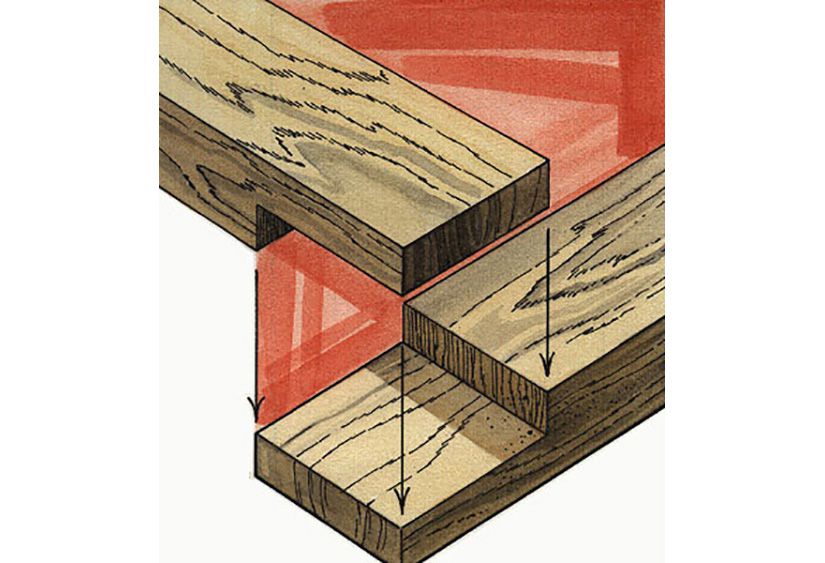{kind=link}